
Custom-engineered composite performance yacht sails
North Sails introduces 3Di materials and process for structural composite sails.
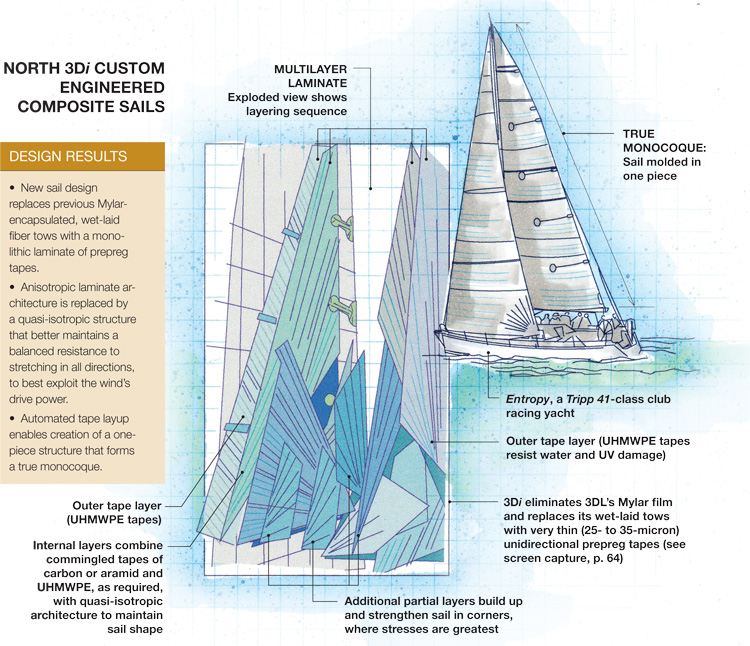
North 3Di Custom Engineered Composite Sails. Illustration: Karl Reque

The TP52 Decision IV sports a 3Di headsail. Source: North 3Di

3Di sails fly fast on this Tripp 41-class club racer, Entropy. Source: Chris Hemans

The U.S. entry from PUMA Sailing breaks waves powered by 3Di sails during the 2011 Volvo Open 70 race. Source: Volvo Ocean Race
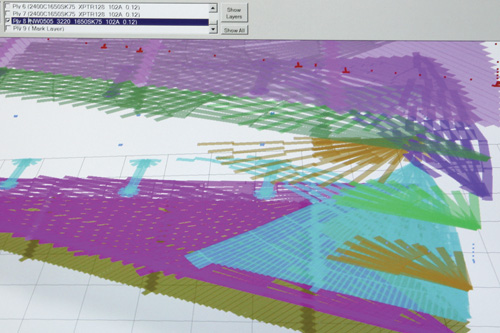
This screen capture shows the ply schedule simulation for ATL layup of the Decision IV headsail. Source: North 3Di

Here, the actual corner layup process for the Decision IV sail is shown. Source: North 3Di
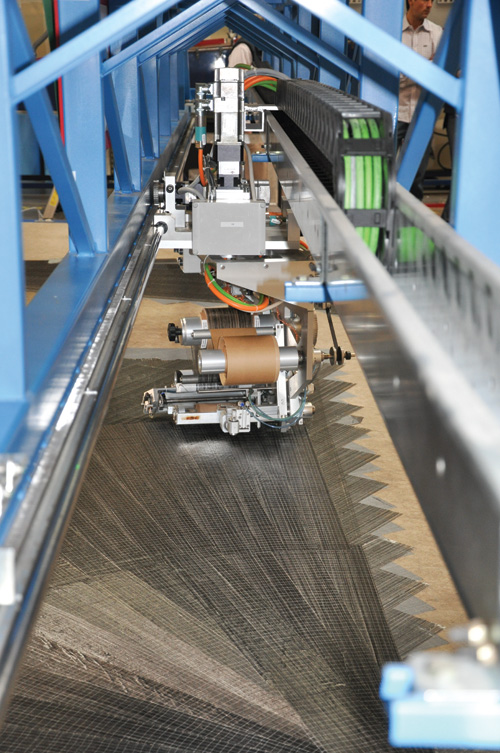
North 3Di’s ATL, built in-house, lays prepreg tape for the Decision IV headsail. Source: North 3Di



Design Results
• New sail design replaces previous Mylar-encapsulated, wet-laid fiber tows with a monolithic laminate of prepreg tapes.
• Anisotropic laminate architecture is replaced by a quasi-isotropic structure that better maintains a balanced resistance to stretching in all directions, to best exploit the wind’s drive power.
• Automated tape layup enables creation of a one-piece structure that forms a true monocoque.
As long ago as 3500 B.C., the first boat sails were made by cutting and joining multiple pieces of woven cloth. Most sails are still assembled in a similar — if more sophisticated — manner, typically using woven polyesters. But after 5,500 years, the world of sailing is witnessing the early days of a sailmaking revolution.



In the early 1990s, Swiss sailors and sailmakers Luc Dubois and J.P. Baudet developed a method for making a one-piece sail. Commercialized by North Sails (Milford, Conn.) at its Minden, Nev. facility as the 3DL process, the method makes a sail free of the dimensional inaccuracies and uneven loading that are unavoidable in an assembled sail. The 3DL sail carries fiber tows in the primary load paths (which mainly run corner to corner) laminated between two layers of Mylar film. It helped North’s 3DL division capture virtually all the sailmaking business in the top end of yachting’s racing and performance-cruising markets (see “New dimensins in sailing,” under "Editor's Picks," at top right).
North has since gone the extra knot to produce sails that are custom-engineered, true monolithic composites. “The surface and structure are now one,” explains Bill Pearson, North’s director of materials and technology. “The two are fabricated simultaneously, and they are indistinguishable and inseparable — a true monocoque.”
The new concept came from another pair of Swiss sailmakers, Gerard Gautier and Edouard Kessi, who in 2001 sought the Holy Grail of sailmaking: balanced resistance to stretch and compression loads, which translates to less change in sail shape as the boat moves through uneven wave patterns and fluctuating wind pressure. Stretch in the sails, mast or rigging acts as a shock absorber, dissipating some of the available wind power, so stiffer, higher-modulus sails that exhibit greater resistance to stretching are critical. “The more effective modulus a sail has, the more energy created by wind pressure is translated into driving force to power a boat forward through the waves,” explains Pearson.
Eventually, Gautier and Kessi came up with a plan to make a soft sail membrane with a fiber architecture customized to meet design loads of the sail. North purchased the technology in 2007 and began adapting its 3DL sail molding system to the new vision, under a new name: 3Di. It eliminates 3DL’s Mylar film and replaces its wet-laid tows with very thin — 25 to 35 microns — unidirectional prepreg tapes.
The “i” is for “isotropic”
Where 3DL is anisotropic, exhibiting properties that vary in different axial directions, 3Di has the distinct advantage of producing quasi-isotropic laminates. “With fiber and, thus, tensile and compressive modulus running in multiaxial directions, instead of just in the direction of the primary loads, the general resistance of the fabric to stretching is much improved,” says Pearson. But, he adds, “With fiber now running in all orientations, the sail designer must think about compressive properties and their ramifications in the membrane … and how compressive modulus, off-axis, affects load path performance.”
Customers send design files that describe the sail’s geometry, flying shape and finishing details to North, where the 3Di File Processing Department applies North’s own Design Suite of software tools that enable it to virtually sail and test a boat under a variety of conditions before construction.
North recently used the Suite to design the headsail for the high-performance racing yacht Decision IV (see photo above), winner of the IRC East Coast Championship race in Key West Race Week 2009.
The Suite’s first tool, Desman, builds a 3-D model of the sail/rig system. Next, its Spine & Spiral software defines the 3-D shape as a molded surface, with its edges and shape adjustable in horizontal and vertical axes. Flow 2006 software then simulates air flowing over the sail, producing a pressure map on the sail’s surface. Finally, the Membrain finite element analysis (FEA) program takes data from the Desman model and Flow simulation and applies pressure to the sail/rig combination. As the pressure deforms the sail’s surface, Membrain links back to Flow repeatedly to acquire new pressure fields for the sail surface. Initially designed for 3DL analysis, Membrain has been modified to deal with prepreg tapes and to handle off-axis and compressive forces in the membrane in addition to axial load paths.
Sailing on thin tapes
The thin-ply prepreg features spread tows. “We talk about a fiber being 100 percent spread if it is a single filament in thickness, all spread side by side across the width of the tape,” Pearson explains. The spread tows are drawn through a covered resin bath, deposited onto backing paper, dried and then slit into narrow tapes, which are rolled onto cassettes that can be loaded onto an automated tape laying (ATL) head. Following a programmed ply schedule, the ATL deposits and cuts layers of the thin tape to build up a multiaxis preform that meets the specified design loads and configuration of the sail.
The preform layers are then transferred to North’s unique articulated male molds. Patented by North for 3DL sails, the mold design was modified for 3Di sails. Molds are push-button adjustable in three dimensions (an eight-minute process) to match each sail’s unique, complex curvature.
The different tape layers are joined in a staggered pattern over a release film on the mold, overlapping in a scarf-like joint to ensure consistent sail thickness and strength. A secondary sacrificial film is placed over the top of the layup. The finished laminate is vacuum-bag consolidated and heat cured by a robotic infrared device that adjusts speed and temperature on the fly as it traverses the surface. The Decision IV headsail cured in about two hours at 90°C to 100°C (194°F to 212°F).
Stiff, but flexible
Although optimum stiffness/stretch resistance is a primary goal, each sail also must be flexible. North pursues these usually mutually exclusive goals by combining different fiber types and resins to take advantage of the best properties of each. For stiffness, the company employs high-modulus carbon fiber. “Since sails are modulus driven, rather than strength driven, and carbon fiber is the highest modulus material, that’s the appropriate material for a high-performance Grand Prix racing boat,” says Pearson. Carbon offers the additional benefit of good compressive modulus, aiding in the important goal of balanced distortion resistance.
To counteract carbon’s inherent brittleness, North commingles carbon fibers with Dyneema (DSM Dyneema, Geleen, The Netherlands) ultrahigh-molecular-weight polyethylene (UHMWPE) fibers, which add tenacity, durability and breaking strength to the sail membrane and offer resistance to water absorption and ultraviolet light.
The percentage of UHMWPE depends on the desired balance between stiffness and longevity. Pearson says 70 percent carbon is the maximum for acceptable sail durability, so a 70:30 carbon/UHMWPE ratio is typical for a Grand Prix-class sail. “Dyneema is nearly impossible to break, and there is some Dyneema in all 3Di sails for this reason,” Pearson notes. North maintains a library of about 50 tapes in different weights and fiber blends.
North customized the Decision IV headsail to meet its specific performance requirements and chose from the company’s library of carbon/UHMWPE tapes to meet requirements — adding specialized tapes as needed. Tapes high in UHMWPE are typically used for the sail surface and the interior corners, which handle grueling loads; up to 15 all-UHMWPE layers are stacked in sail corners, with about 35 more blended with carbon fiber for stiffness. In contrast, only five or six layers of commingled carbon/UHMWPE tape are applied in the sail’s center, averaging a 70:30 ratio. Surface tapes, however, are nearly all UHMWPE to take advantage of its water- and UV-resistance. “By carefully choosing the constitution of each layer, a sail designer can prescribe exactly the mechanical properties of the resulting composite [sail],” Pearson says.
Although carbon offers the ultimate in stiffness, for “around-the-world” sails, such as those on the U.S. entry from PUMA Sailing in the 2011 Volvo Open 70 race, North uses Twaron aramid from Teijin Aramid (Arnhem, The Netherlands). Aramid’s lower modulus is offset by increased elongation-at-break, giving it the flexibility needed for endurance. But, says Pearson, “It is more about inherent brittleness — about how many times you can flex or fold a sail made out of different fibers. If you pinch a dry carbon tow between your thumb and forefinger and aggressively try to break the tow, it will take you about five seconds. When you do the same thing with an aramid tow, two days later you would still be trying to get it to break.”
North worked with two resin producers to design two flexible matrices, using proprietary commingled polyester thermoset resins: A softer, higher elongation resin in the tapes for the sail interior and one with higher Barcol hardness for a smooth, abrasion-resistant surface.
Expanding the market
Notably, North designed and built its own tow spreader, prepreg line and ATL, and wrote the tapemaking and tapelaying software. All of the 3Di manufacturing equipment is housed in a dedicated facility in Minden, near the 3DL plant, and Pearson says business is brisk: 11 molds are now in use, 24/7.








.jpg;maxWidth=300;quality=90;format=webp)





Related Content

Recycling end-of-life composite parts: New methods, markets
From infrastructure solutions to consumer products, Polish recycler Anmet and Netherlands-based researchers are developing new methods for repurposing wind turbine blades and other composite parts.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Sulapac introduces Sulapac Flow 1.7 to replace PLA, ABS and PP in FDM, FGF
Available as filament and granules for extrusion, new wood composite matches properties yet is compostable, eliminates microplastics and reduces carbon footprint.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

New dimensions in sailing
A one-piece airfoil with a flexible 3-D carbon composite structure captures the performance sailing market.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More