
Combining curing processes for faster part production
Regloplas USA (St. Joseph, Mich.) says it has demonstrated a tool heating method that overcomes poor temperature uniformity in autoclave curing processes.


This control unit, the Regloplas P160M, was developed by Regoplas USA (St. Joseph, Mich.) to heat and cool water, and then circulate that water through a mold plumbed for pressurized-water heating and cooling. In tests, autoclave cure of a part heated and cooled with the Regoplas system used 1/20th of the energy consumed during a conventional autoclave cycle on an identical composite part. Source: Regoplas USA

A technician fastens plumbing attachments that will deliver pressurized water to pipes positioned beneath this test panel. The vacuum hose attachment is seen on top of the bagged layup. Source: Regoplas USA
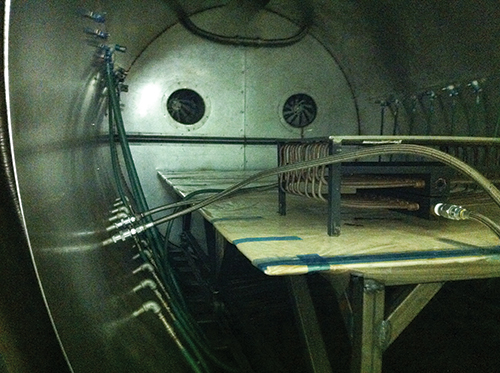
This photo, taken inside an autoclave, shows how vacuum ports in the pressure vessel were adapted to plumb the tool. Source: Regoplas USA



A recent study by researchers from the University of British Columbia, Department of Materials Engineering, and Mitsubishi Heavy Industries, Nagoya Aerospace Systems (Nagoya, Japan), shows that airflow inside an autoclave is rarely uniform, and that heat transfer coefficient measurements made with rod calorimeters vary widely, particularly when comparing regions above and below a test tool. Despite these results, autoclaves are unlikely to be replaced at many companies because of the capital investment they represent. However, Regloplas Corp. (St. Joseph, Mich.) has demonstrated a method for overcoming poor temperature uniformity, says Kip Petrykowski, the company’s director of national sales, “and reducing autoclave cycle times, through the use of pressurized-water mold temperature controllers.”
The approach uses the vessel in concert with molds plumbed for pressurized-water heating. “Heated, pressurized water is proven as the most consistent and most energy-efficient method for heating tools, compared to air, steam, cartridge or oil heating,” Petrykowski claims. “And it’s been successfully qualified in commercial aircraft airframe part production.”



He recently conducted a study comparing conventional autoclave processing vs. water-heated tools inside the autoclave. Petrykowski used a nickel-shell plaque tool, from Weber Manufacturing Technologies Inc. (Midland, Ontario, Canada), integrally plumbed for water circulation, and a Regloplas P160M mold temperature controller to circulate hot and cool water. Thin sample parts were made with carbon/epoxy prepreg supplied by Cytec Aerospace Materials (Tempe, Ariz.), under a vacuum bag, and the tool setup was monitored via four thermocouples, a power meter and a data logger. Parts were processed inside a BondTech Corp.(Somerset, Ky.) vessel at fabricator deBotech Inc. (Mooresville, N.C.). Petrykowski measured the energy consumed for both methods (autoclave alone, and autoclave plus mold controller).
The results were striking: The autoclave alone consumed nearly 90 kW of energy over a 75-minute cure period, about 20 times the 4.3 kW of total energy consumed by the autoclave/heated-mold controller on the identical tool/part combination. “The greater energy use is due to heating a larger mass (the autoclave) and the reduced heat transfer value of the air/nitrogen used to heat the autoclave and mold as compared to the integrally plumbed tool with water heating,” explains Petrykowski. In addition, temperatures can be ramped up more than three times faster and temperature uniformity is more than 50 percent more precise with the water-heated mold than with the autoclave alone.
“The massive cooling capability of the pressurized water system is especially effective when applied to thick composite parts with the potential for exothermic reactions, and for rapid cycle production,” he adds. Further, heated-mold parts processed inside the autoclave showed mechanical properties as good as the autoclaved parts made without the Regloplas unit, based on coupon tests of the carbon plaques.
Petrykowski contends that existing vacuum ports on the autoclave can be readily disabled to allow for routing of the water hoses inside to the molds. And, existing metal tools can be retrofitted with plumbing to transition to heated-mold control. Notably, even composite tooling can be integrally plumbed with heating and cooling channels — a current Regloplas customer has done it, and is using the tool in production.












Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More