
Classic Reflections Coachworks: Tacoma, WA, US
They didn’t invent the wheel, but they take pride in reinventing — via high-quality CFRP and precision manufacturing — newer-model Corvettes with exteriors inspired by iconic Corvette stylings from this classic’s early days.

Updating an icon: Classic Reflections Coachworks (CRC) operates two shops in Tacoma, WA, US, and a CNC machine shop in Sandy, OR, US. In business since 2001, CRC is capable of 3-D scanning, design, surfacing, cutting master plugs, making tools, fabricating parts, and molding parts with tight tolerances. Source: Classic Reflections Coachworks

A classic look in carbon fiber: CRC offers a unique service, using carbon fiber-reinforced polymer body panels and support structures to make a newer Corvette look like a throwback from the 1950s and ’60s. This Retro-Vette is reminiscent of the classic ’58 Corvette. Also available is the ’67 Retro-Vette Roadster and the ’62 Retro-Vette. Source:| CW/Photo: Karen Wood

Out with the old/new, in with the new/old: On arrival, donor cars are placed on carts and original body panels and some substructure parts are removed. The back of the trunk is cut off, the tub is rebuilt, adapters are added and new structural CFRP parts are attached. Source: CW/Photo: Karen Wood

Yes ... chrome-plated carbon fiber-reinforced plastic: Notably, the headlight rings, trunk spears and bumpers of the ’58 are chrome-plated CFRP, one of the few processes CRC doesn’t perform in house. Quaker City Plating (Whittier, CA, US) performs this task, first treating the CFRP part with a conductive material and then copper plating it, after which it is buffed and chrome is applied. Source: CW/Photo: Karen Wood
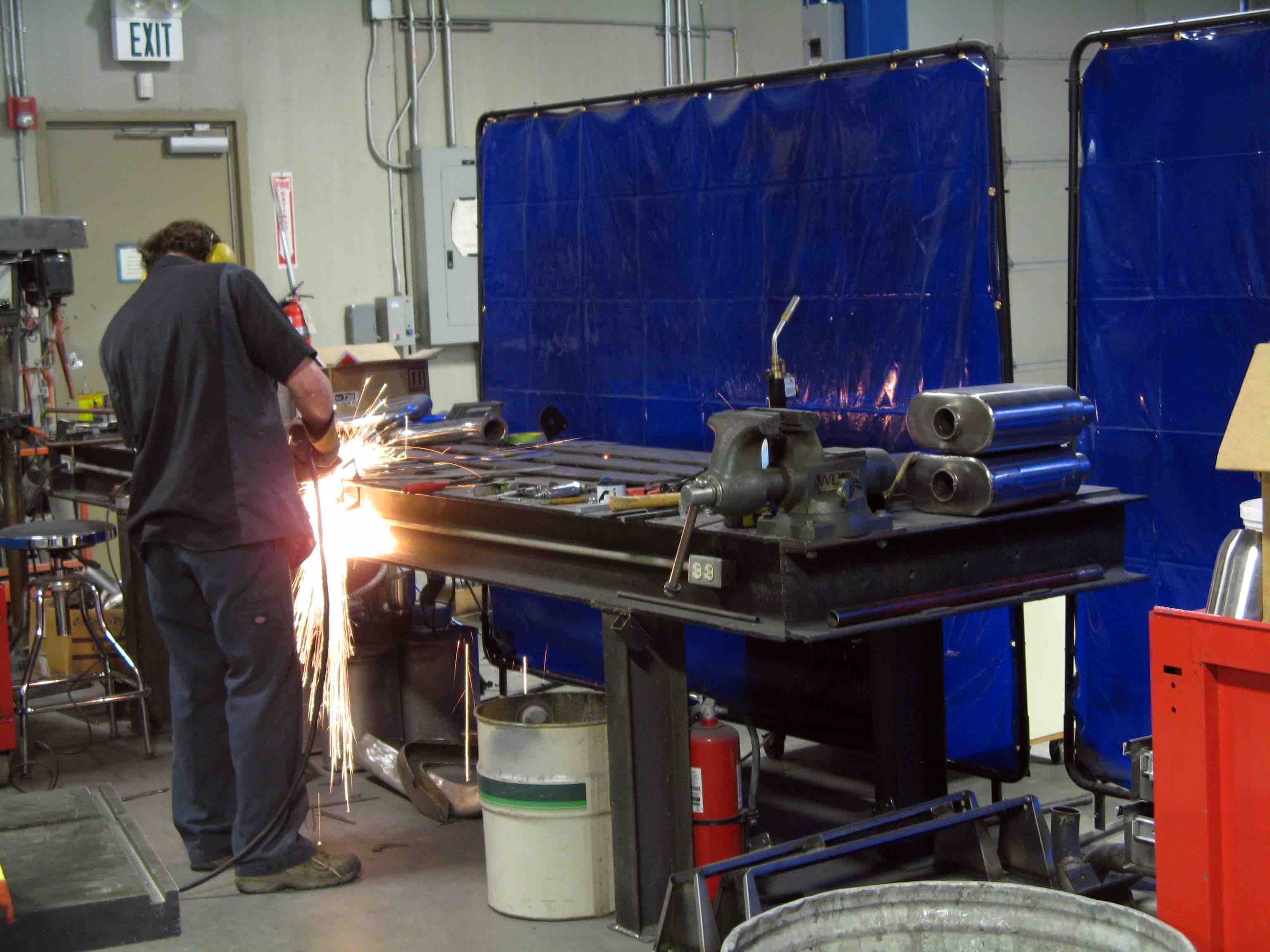
Good, old-fashioned metalwork, too: CRC’s fabrication shop houses a plasma cutter, torches, welders, grinding machines and saws. Here, brackets and clamps are made for five or six cars at a time and then stocked. Source: CW/Photo: Karen Wood

Adhesive bonding minimizes fasteners: After trimming and sanding, panels are glued together in the adhesion area. When inner and outer panels are bonded, a fixture is used to hold the outer skin in place. Some fixtures are designed to hinge one liner down onto the other to provide precision placement. Source: CW/Photo: Karen Wood

Precision fit-and-gauge prior to paint: Prior to painting, each car is moved into the fitting room, where all CFRP panels are precision measured. Chrome trim and bumpers are fitted to each car to ensure proper alignment after the final clearcoat. Custom gages are used to check gaps and alignment. Parts are then removed for painting. Source: CW/Photo: Karen Wood

Prime, paint, clear coat: CRC has two paint booths, the largest of which is double the size of a standard paint booth. Everything is painted in pieces to avoid the need for taping and improve the quality of the painted surface. Source | CW / Photo | Karen Wood

Part setup: Parts are staged on fixtures outside of the paint booth. All parts get a final cut and buff between primer, paint and clearcoat. Source: Classic Reflections Coachworks

Moldmaking a mission: CRC’s tooling capabilities allow Graf to make design adjustments and modify molds as needed. Here, an operator preps a plug to build a mold. Source: Classic Reflections Coachworks

Composites shop tools: In CRC’s composites shop, tools are repaired and conditioned, plies are cut, and parts are layed up and vacuum molded. Material is stored in a walk-in freezer, and two large ovens are used to cure parts. Source: Classic Reflections Coachworks



It’s difficult to find a name for what Classic Reflections Coachworks (CRC, Tacoma, WA, US) has been doing for the past 13 years. In a nutshell, the company customizes cars. But it’s much more than that. In an 8- to 10-week build process, CRC strips a Corvette convertible C5 or C6 down to its chassis and reshapes and rebuilds it. But it’s not just an update or upgrade.
“Instead of taking an old Corvette and modernizing it, we’re taking a new car and making it look old,” quips CRC owner Doug Graf. The final product is an eye-catching Corvette-like throwback to flashy styling from years gone by. The result, in fact, is reminiscent of one of three specific Corvette models from the 1950s and ’60s. But it’s not just a blast from the past. CRC’s classically themed exterior panels and support structures are formed from carbon fiber-reinforced polymer (CFRP), not fiberglass. “It’s wider and longer, and the scaling of it is different, but we wanted to get the characteristics the same,” he adds, contending, “It is the best of both worlds: yesterday’s look with today’s technology and performance.” Graf, too, had a tough time settling on a name for the finished product. “Retro-Vette is what we’re calling it now,” he says.



To date, CRC has manufactured more than 160 Retro-Vettes and currently rebuilds 24 cars a year, performing 98% of the work in house.
From garage to production
In business since 2001, CRC is built on a concept first developed in 1993 by Graf, who built the first Retro-Vette in his garage, based on that year’s Corvette C4 convertible chassis. Fitting a stock 1962 body over the C4 chassis, which first had to be lengthened and otherwise modified to properly align with the ’62 body, took six years and more than 5,000 hours. Spurred on by interest in his finished ’62 Retro-Vette, Graf began a new project, spending several months shaping a new design for the ’62 around the larger Corvette C5 convertible chassis.
This design reimagined the ’62 Corvette style using trademarked (SP Resin INfusion Technology) SPRINT CBS (car body sheet) CFRP material from Gurit UK (Isle of Wight, UK). The material is a semipreg, which intermingles carbon fiber and E-glass layers on either side of a precast, pre-catalyzed epoxy resin film. Unlike conventional prepregs, the SPRINT semipreg fibers remain dry and uninfused by the resin until the curing process. The CBS system also includes a surfacing film (or in-mold liner), which Graf refers to as the secret sauce to achieving a Class A finish. “It’s a scrim with a resin that is 0.30-inch [7.6 mm] thick,” he explains.
For greater precision, Graf hired Resolutions (then REALADI), an organization within Boeing Phantom Works (St. Louis, MO, US), to scan the design and convert it to a 3D CAD model. A test fit was done to check the motion of the doors and other moving parts, which enabled engineers to identify and correct any errors before molds were constructed. It also showed how the body would behave when attached to the chassis. Using this information, Graf constructed a half-scale model of the car to evaluate the overall visual appearance. After this, high-temperature molds for vacuum bagging were ordered … and a new business was born.
Much has changed since then. So when CW accepts an invitation to tour CRC’s main facility and its composite shop, several eye-catching Corvettes parked out front make it easy to spot CRC in the unassuming Tacoma industrial park that houses both facilities. In total, CRC encompasses approximately 2,880m2: the main shop covers about 1,395m2 and 930m2 house the composites shop. Twenty people are employed on a one-shift cycle.
Newly Introduced ’67 roadster
Our tour guide is Graf himself. As we enter the CRC main facility front door, we’re greeted by a recently completed ’67 Stingray Retro-Vette, destined for delivery to the Cayman Islands. It’s the newest addition to the CRC model lineup, and it’s worth admiring before beginning our tour.
“This is a very wide car compared to the original ’67 Corvette roadster,” explains Graf. “It has a big ‘muscle look’ now.” CRC’s roadster is 152 mm wider and 203 mm longer than the original ’67 Corvette Stingray, and sports 13-inch/330-mm wide tires vs. the original’s 5- to 6-inch (127- to 152-mm) tire. CRC’s other two models — the 1958 to 1960 model and the 1961 to 1962 model —
are 102 mm wider and 51 mm longer than the originals that inspired them.
“We keep all the safety features originally designed into the Corvette, including the hood lock-down in front and back,” says Graf. “We leave all the crash bars and all the original protection on the car, and then on top of that, we add back the bumper and our bumper support system.” CRC also has incorporated today’s mandatory, centered third brake light by backlighting the original gas cap in the trunk lid with LED lights.
Capable of reaching speeds in excess of 320 kph, it is considered a supercar and features a variety of upgrades, including exposed carbon fiber weave on the hood.
“There’s quite a bit of extra work involved in exposing the carbon fiber,” remarks Graf. “To ensure proper lineup of the CF pattern, layup requires an extra four hours. A gel coat is then applied by hand to avoid air bubbles, after which, the gel coat is sanded and a clearcoat is applied, which adds several hours of labor,” he explains.
Graf estimates that approximately 31.75 kg of weight is initially removed from the car by replacing the body panels with CFRP body panels. “Of course, we add back weight with our bumper and support system.”
Building the new old body
Graf leads us out into a wide-open space that currently houses two finished Retro-Vettes — a ’67 and a ’58 — as well as a car body clad in raw CFRP panels undergoing processing. Here is where the build process for the Retro-Vette both begins and ends — the pre- and post-assembly area. The process begins with a “donor” car —
that is, a customer-selected newer-model Corvette that will be stripped and rebuilt. The donor is placed on a cart, which enables easy transport throughout the shop and raises the car to a more ergonomic working height. Currently, customers can choose to use a C5 (production years from 1995 to 2004) or a C6 (2005 to 2013) Corvette convertible as the donor.
Graf explains what takes place during preassembly: “When we bring in a new donor car, we first remove all the original body panels and some of the substructure parts of the car in order to begin attaching our new CFRP body. We also cut the back of the trunk off and place new structural CFRP parts under the car to provide a foundation for attaching our parts. We rebuild the tub in the back, and add pieces, or adapters, that give us the shape of our body. We use the same SPRINT CBS material from Gurit in substructure and structural parts as well as on exterior Class-A parts. Only the parts that are visible are laminated with the surfacing film.”
As we watch, an operator works on a donor car clad in raw CFRP body panels. It has been retrofitted with new bumper brackets, and, prior to painting, pre-alignment is being performed. Parts have been lightly sanded and primed. “From this point, we will do all of our blocking to get the finish on the car to ‘show quality,’” says Graf.
Parked nearby is a finished ’58 Retro-Vette. Notably, the headlight rings, trunk spears and bumpers of the ’58 are chrome-plated CFRP, one of the few processes CRC doesn’t perform in house. Quaker City Plating (Whittier, CA, US) uses a special process to do what Graf refers to as the impossible.
“It’s very difficult to successfully chrome plate CFRP,” says Graf. “Quaker City is very secretive about their process,” he adds. “Basically, the CFRP part is treated with a conductive material, then it is copper-plated. The copper is then buffed and chrome
is applied.”
The hood runner on the ‘58 is aftermarket stainless steel that is adjusted in-house for length, and the emblem and front grill are also aftermarket parts. “Components that are interchangeable, like the grilles and headlights, are remanufactured for the older cars,” explains Graf. “They’re not originals, they’re aftermarket parts.”
Pick and build
At the end of this long space is the fabrication shop, which houses a plasma cutter, torches, welders, grinding machines and saws. Here, brackets and clamps are made for five or six cars at a time and then stocked.
“We always have one body for each of our models ready to go, so that we can simply pick the parts and get started,” explains Graf. “The composite shop brings over parts and stocks them on the shelves, and the guys pull them for trimming, sanding and other operations, as needed, to keep up with production.”
Adjacent to the fabrication shop is a controlled-environment booth for trimming and sanding. “It’s actually a paint booth without fixed walls on it,” explains Graf. “We can control the temperature, and it has fresh air coming down continually. The fresh air being forced down from the ceiling pushes all the dust and dirt to the pits in the floor for removal. Only in operations like grinding, when dust is being kicked up at the operator, are masks required.” Once parts are trimmed and sanded and pinholes have been repaired, the parts are moved next door to the adhesive area where panels are glued together.
“We use three different adhesives,” says Graf. “An acrylic adhesive is used around the perimeter because it is very rigid and stiff. For inside areas, we use a more flexible adhesive, similar to a windshield sealant, to allow for thermal expansion.”
“Anytime we glue an inner and outer panel together, we put the outer skin into a fixture that holds it in the appropriate position,” he adds. CRC has rigid fixtures for all the inner/outer parts that are bonded together, including the soft-top lid, hoods and trunk lid. The fixtures are designed to hinge one liner down onto the other to provide precision placement.
Doors also require a fixture for stability. The skin of the donor Corvette door is removed, leaving the crash bar and original mounting hinges. Original gaskets are left in tact, as well, in the same relationship to the door jamb to ensure proper sealing. CRC’s adapter is then glued to the door using a fixture to provide stability in the shape of the part. The adapter adds a stiffening factor behind the exterior body panel. At the same time, the door is insulated with sound-deadening material — Dynamat, a lightweight elastomeric butyl and aluminum constrained-layer vibration damper from Dynamic Control of North America (Hamilton, OH, US).
As we walk around the adhesive area, we pass shelves stocked with CFRP parts — some ready for assembly, others awaiting post-processing. A large plug sits along the aisle. It’s being modified to make a mold for decorative, tusk-shaped CFRP trim for the trunk on the ’58 model. Another plug sits nearby for what appears to be a door panel. “We do continuous R&D,” Graf notes, acknowledging the mold. “We make adjustments as needed and update the molds.”
Primer and paint
Across the aisle from the adhesive area is the smaller of two paint booths. A double-size booth sits across from the trimming/sanding area with a large, adjacent staging area, where parts sit on fixtures. “We paint everything in pieces,” says Graf. “By putting all the parts on stands, we avoid the need for tape, which allows us to paint both the inside and outside of each part at the same time. This helps to achieve a smooth, flowing surface around the whole piece. It takes longer, requires fixtures and more space, but, in the end, this approach produces a much higher quality product.”
All parts get a final cut and buff between primer, paint and clearcoating until the paint is “show quality.” “We wet- and dry-sand the parts using three different grits all the way up to 2000-grit,” says Graf.
A small paint-mixing room sits beside the standard-size booth. Customers can choose any color for their Retro-Vettes. Graf says CRC is in the process of switching over to a water-borne paint, moving from Spies Hecker to Standox (Wuppertal, Germany) paint, both of which are under the Axalta umbrella.
Prior to painting, however, each car is moved into the fitting room, our next stop, where all CFRP panels are precision measured. Here, chrome trim and bumpers are fitted to each car to ensure proper alignment after the final clearcoat. “Even a misalignment of a few thousandths of an inch will require putty work and blocking to get exact precision,” says Graf. Custom gages are used to check gaps and alignment. Parts are then removed for painting.
After the paint step, the chassis and its parts are moved back out front for post-assembly, which is followed by quality control. “We make sure everything is functioning, and then the car is ready for transport,” says Graf.
One last piece of equipment — a portable coordinate measuring machine (CMM) from Romer, a product line of Hexagon Manufacturing Intelligence (North Kingstown, RI, US) — catches our eye before we leave the main shop. CRC uses the CMM for development and verification. “This machine has been a phenomenal instrument for us,” Graf points out. “It’s added precision. The left side of our car is exactly the same as the right side, which isn’t always the case with custom cars,” he quips.
Composites shop
We drive around to the back of the industrial park to the company’s composite shop, where four people turn out the composite parts. One handles tooling repair, while the other three cut plies, do part layup, and condition and “pop” molds. At the time of our tour, the shop is under reconstruction. Graf is adding a temperature-controlled zone that will maintain the optimum temperature (21°C) for working with the SPRINT CFRP material, as well as more storage space.
The shop features a large walk-in freezer, where Gurit’s rolls of the SPRINT CFRP and the surfacing film, which are shipped to CRC frozen, are stored until used. Large bins hold templates for ply cutting each part. Graf has been putting the pieces in place to switch to automated ply cutting in the future in order to speed the process and increase precision. To get ready, the CMM scanner was used to scan each template. “We took the flat pattern, digitized it and created a spline to give to the ply cutting machine,” explains Graf.
For the moment, however, plies are still cut by hand. As we watch, an operator prepares patterns for the next batch of parts. “We do five kits at a time, and cut patterns for the surfacing film as well as the CFRP,” says Graf.
High-temperature epoxy tools are used to vacuum-mold CFRP parts, with or without the surfacing liner, as needed. Typically, CRC runs five parts at a time. Graf explains the process: “First, we coat the mold with a release agent. Then the surfacing film [0.75 mm thick] is placed in the mold, followed by one to two layers of the CFRP material [1 mm thick], depending on whether we’re making a structural part or not. The rest is basic vacuum bagging.”
Molds are stored on large shelves. Each Retro-Vette model requires a variety of molds. For instance, the ’67 model alone has 38 molds for its exterior body pieces. The wood plugs for the molds are stored above their respective molds on the uppermost shelves. Replacement molds are pulled from the plugs as necessary.
CRC also maintains a small shop located in Sandy, OR, US, that does its CNC work and 3-D imaging. When asked why he doesn’t bring the CNC machine up to Tacoma, Graf simply replies, “The operator is more important than the machine.”
Instead of investing in clamshell molds, CRC uses pressure intensifiers to achieve a rough surface on the backside of parts that will be adhesively bonded, such as the trunk and hood liners. This eliminates the need for grinding prior to adhesion. For large parts and parts with negative release angles, such as hoods and rear ends, four-piece molds are required. “These parts are made with multiple-piece molds,” says Graf. “Each piece has a flange that is indexed to the adjoining piece. They are clamped together and sealed with mastic tape, after which the part is bagged. To remove the finished part, the mold must first be taken apart.”
Instead of an autoclave, CRC has two large ovens at the back of the shop. The larger of the two (4.9m by 3m by 2.44m) was manufactured by Bleeker Industrial Ovens (Los Angeles, CA, US). It has a Calhoun & Poxon process controller with a Yokogawa digital processor. The smaller, an all-electric oven (2.44m x 1.52m x 1.52m), was supplied by Rainier Electric Co. (Seattle, WA, US).
“SPRINT was developed to give an autoclaved performance part without the expense of autoclaving,” explains Graf. “We get an exact amount of resin per square inch of cloth, approximately 38% resin weight to the content weight of the fabric. We see very little in the way of air bubbles or porosity in the parts, without the expense of autoclaving.”
To increase the life of its tools, CRC uses a low-temperature, longer-bake approach. “Parts typically cure between 85°C [10 hours] and 105°C [five hours],” says Marsden. This enables CRC to get approximately 300 parts out of each tool. The shop runs two bakes per week minimum, but can ramp up if needed, according to Graf, who adds that CRC is looking to expand into other areas. “With the equipment and personnel we have, we are capable of scanning, design, surfacing, cutting master plugs, making molds and producing finished parts,” explains Graf. Although not certified for aircraft production, Graf believes CRC is well suited for many other industries that require very tight tolerances.
A passionate proposition
Our tour ends, appropriately, with a ride in Graf’s personal ’62 Retro-Vette supercar. It turns heads as we drive through the streets of Tacoma. However, buying a Retro-Vette is a significant drain on the pocketbook. Donor cars alone can range from US$18,000 to US$60,000. The base price for the retrofit that follows is an additional US$87,500, but there are numerous potential add-ons, including exposed carbon fiber on the center hood, side skirts and radiator cover that can add to the bottom line.
“Average cost for each Retro-Vette is US$120,000 to US$130,000,” Graf sums up, but adds that just as Classic Reflections Coachworks grew out of a passion project for himself, each Retro-Vette is an “emotional experience” for the passionate drivers who buy his new old cars.







.jpg;maxWidth=300;quality=90;format=webp)








Related Content

Price, performance, protection: EV battery enclosures, Part 1
Composite technologies are growing in use as suppliers continue efforts to meet more demanding requirements for EV battery enclosures.
Read More
The state of recycled carbon fiber
As the need for carbon fiber rises, can recycling fill the gap?
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More