
Carbon car hood: Class A and cost-effective
Resin film infusion, electroformed nickel tooling meet Aston Martin quality and cost targets.




Step 7: The bond lines on the inner and outer structures were hand-abraded and the hood was assembled using the nickel mold as a tooling fixture. View shows BigHead fasteners incorporated into the structure for standard vehicle assembly. Source: Gurit

Step 8: Aston Martin bolted the assembled hood to the DB9 demonstration vehicle in the same way it attaches aluminum hoods. Source: Aston Martin

The ALBOS carbon composite demonstration hood achieved a high rating for the Aston Martin DB9 sports car ( part shown unpainted). Source: Aston Martin
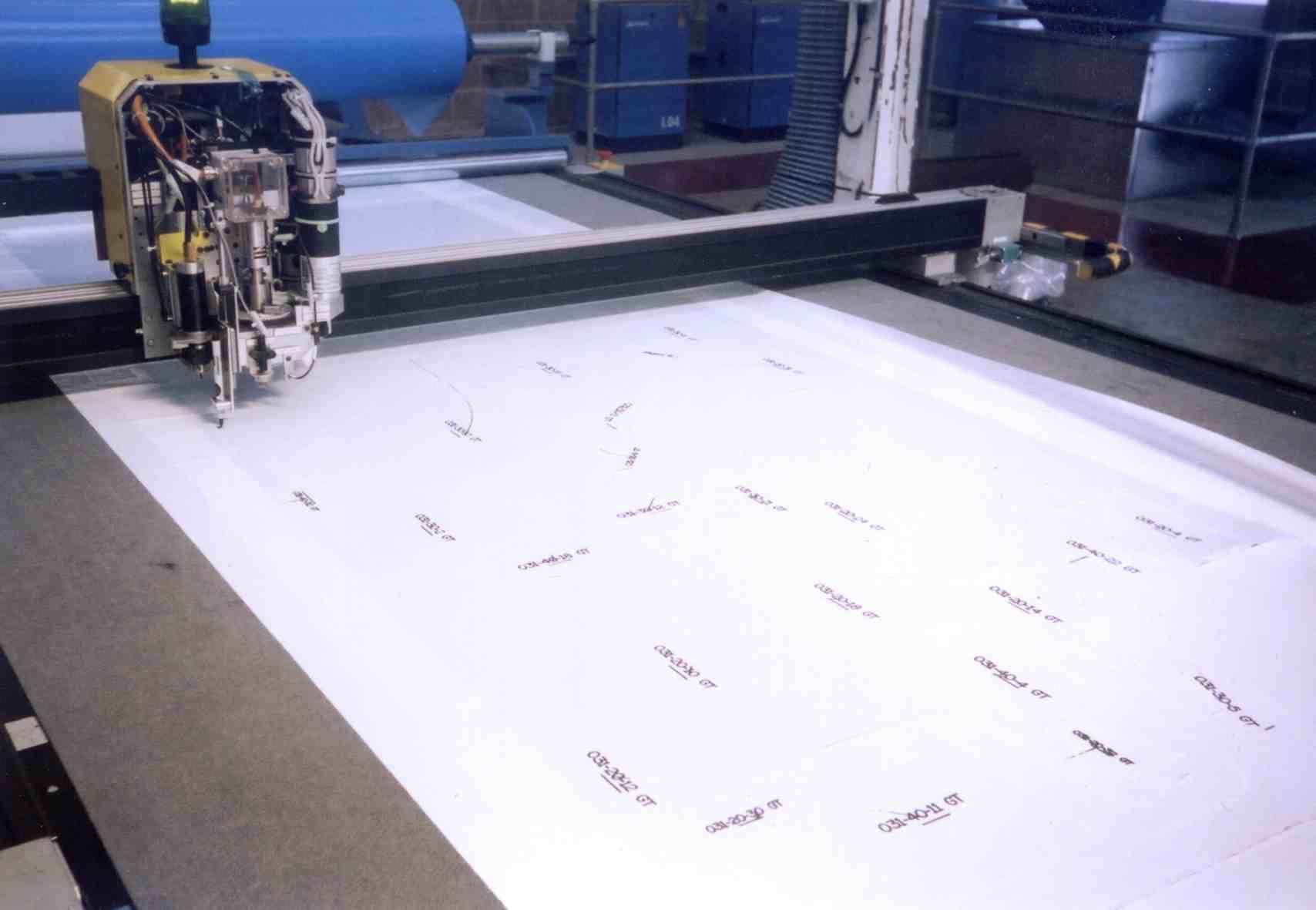
Step 2: Each layer was separately nested, cut and labeled using a CNC cutter and the layers were then consolidated together to build part components of the CBS kit for molding. Source: Gurit

Aston Martin’s low-temperature bake paint trials prove Class A qualification for parts made by SP resin film infusion. Mirror finish reflects lines and strip lights on the ceiling. Source: Gurit/Aston Martin

The completed nickel-shell tool. Source: Gurit

Step 4: The CBS kit was assembled on the tooling. Source: Gurit

Step 6: The inner hood structure was similarly built, but cured in an 130°C/266°F oven using conventional carbon fiber tooling. Source: Gurit
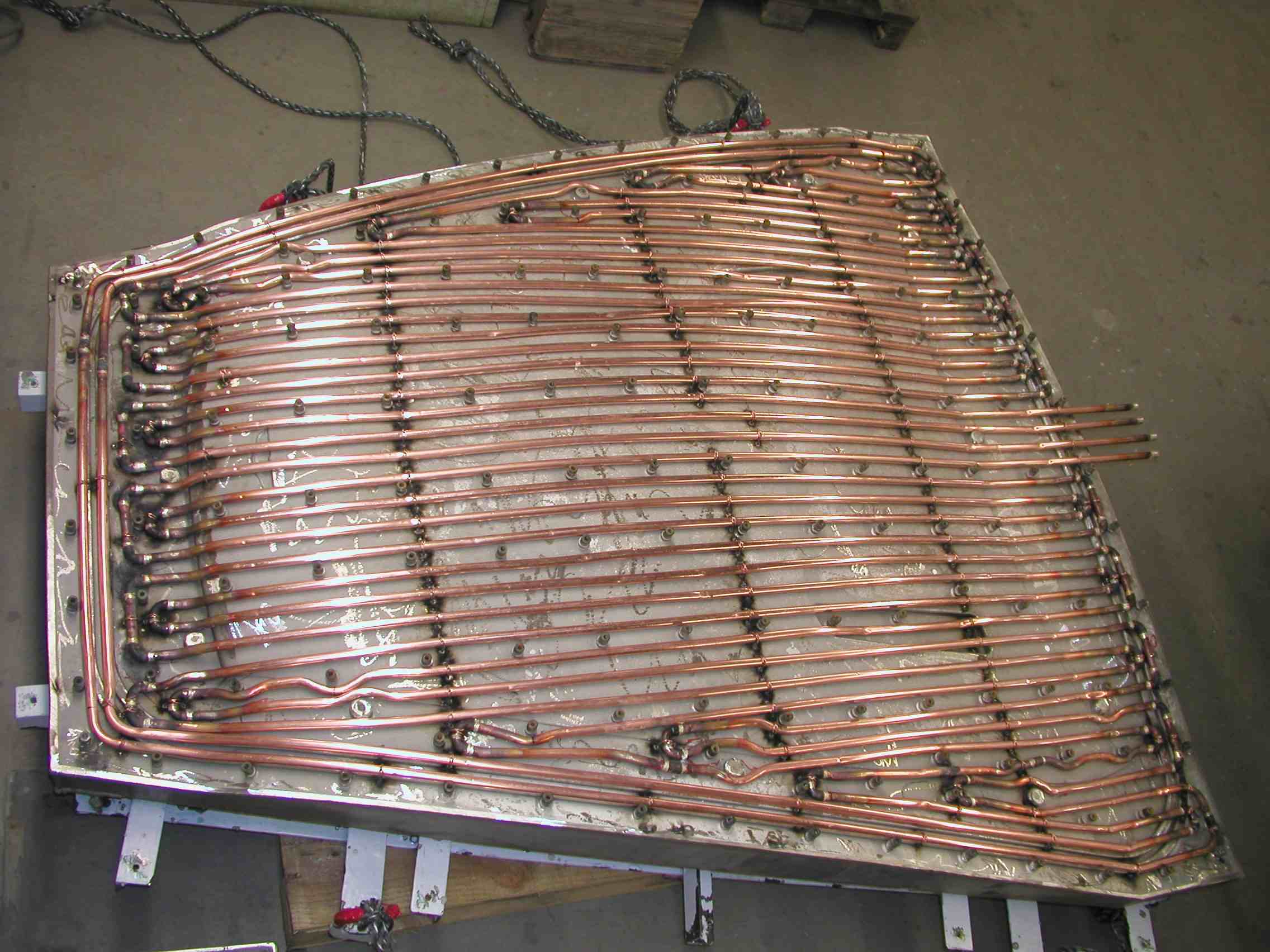
This view shows the copper heating/cooling coils on the backside of he tool face. Source: Gurit

The demonstrator hood was made with electroformed nickel tooling backed with a liquid heating/cooling system, which lowered the part cost compared to prepreg processing. This photo shows the epoxy master. Source: Gurit
Step 1: The SPRINT car body sheet (CBS) for the hood was designed using FEA software. Source: Gurit

The Aston Martin DB9. Source: Aston Martin

Step 5: A vacuum bag and other consumables were laid over the completed kit and a 1 bar/14.6 psi vacuum applied, followed by 130°C/266°F direct-heat cure. Source: Gurit

Step 3: The nickel tool was prepared with mold release and connected to the sources for hot/cold water circulation through copper piping on the backside of the tool, for part cure. Source: Gurit
While Class A automotive body panels can be produced with carbon fiber prepreg, processors are sorely challenged by high production costs and inconsistent surface aesthetics, notably print-through of the fabric pattern in the finish. Advanced materials supplier Gurit (UK) Ltd. (Isle of Wight, U.K.) recently demonstrated a method for meeting these challenges in a carbon/epoxy bonnet (hood) developed for Aston Martin's DB9 sports car, using low-cost, electroformed nickel tooling and Gurit's patented SPRINT (SP Resin INfusion Technology) resin film infusion process.
A subsidiary of Ford Motor Co. (Dearborn, Mich.), Aston Martin (Gaydon, Warwickshire, U.K.) was among several major industrial partners that cooperated in the Affordable Lightweight Body Structures (ALBOS) demonstration project. Funded by the U.K. Department of Trade and Industry (DTI, London) and the Department for Transportation (DfT, London), ALBOS' stated goals were to "exploit the use of low-cost carbon fibers to produce affordable, lightweight automotive body panel systems."While Aston Martin uses structural carbon fiber components made by resin transfer molding (RTM) in its Vanquish S supercar platform, RTM has not been used for body panels that need a high-gloss finish. Therefore, resin film infusion was selected because the close proximity of interleaved resin film and fiber layers offers greater assurance of consistency in fiber/resin ratio and low void content.



"Aston Martin has an interest in lightweight materials and manufacturing technologies that meet our cost targets and quality expectations," says Dr. Ken Kendall, head of new technologies for Aston Martin. "Participation in ALBOS provided Aston Martin with the platform to investigate new concepts for carbon fiber body panels on its sports and racing cars, and provided Gurit with the platform to prove its new materials and process technology."
Addressing fiber print-through
Opinions differ about the cause or causes of fiber print-through. Gurit's investigations had led to the conclusion that this visual phenomenon was due to the differing coefficients of thermal expansion (CTEs) of carbon fiber and epoxy resin. "The final component is ultimately a mixture of low-CTE material [the carbon fiber] and high-CTE material [epoxy resin]," explains Martin Starkey, automotive technical manager for Gurit. "Throughout a vehicle's life, from the moment it enters the paint line, its body panels are constantly seeing different temperatures and, as a result, the two different CTE materials are expanding and contracting at varying rates."
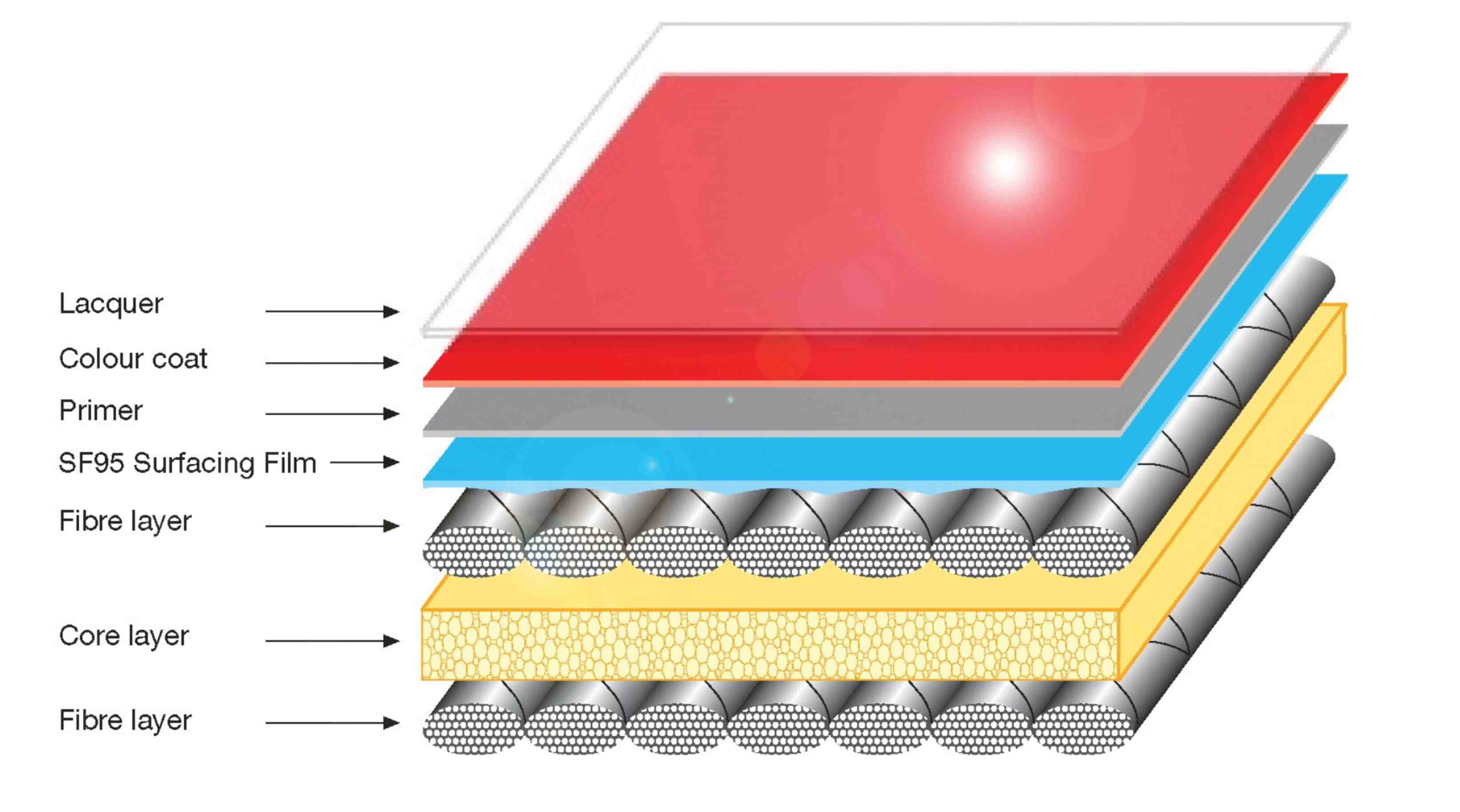
Gurit mitigated this variation with its SF 95 surface film, one of several surfacing products the company has developed, based on a film system that consists of an epoxy resin film sandwiched between a fiberglass scrim and fine, woven thermoplastic scrim sheets. The system is formulated to provide a CTE midway between that of carbon and standard epoxy resin; it's also designed to promote adhesion to automotive paint systems. Placed in the mold first, the pliable material reportedly forms a homogeneous, opaque layer that, during part cure, obstructs the pattern of the carbon weave and allows the component to be painted in a similar fashion to a part made from metal or sheet molding compound (SMC).
To make the film system, Gurit uses a special hot-melt epoxy that, unlike most other epoxies, is absolutely solvent-free. "By using hot-melt chemistry, it is possible to avoid issues caused by the potential release of residual solvents when the components are being painted,"Starkey explains.
This customized epoxy is fed into an extruder, catalyzed and extruded. Scrim sheets are applied on each side of the resin film, and the film is rolled up for shipping and storage. Flexible and slightly tacky, the surfacing film can be arranged and reposi-tioned very easily in the mold, Starkey says, adding that Gurit has approximately 6,000 epoxy formulations.
"Our epoxy history gives us special expertise in producing very stable materials at room temperature, which then flow exceptionally well when cured,"Starkey says.
Designing SPRINT for the bonnet
In production since 2004, the standard DB9 has an aluminum roof, bonnet, doors and body side panels; fiberglass composite bootlid (trunk cover), door sills and front fenders; and glass-reinforced, reaction injection molded front and rear aprons. The ALBOS demonstration DB9 bonnet was a 1,580-mm by 1,368-mm (62-inch by 54-inch), two-piece bonded assembly consisting of a Class A exterior car body sheet (CBS) and a matching, non-Class A interior CBS, both designed to meet Aston Martin's specifications.
For the Class A surface of the CBS laminate, Gurit used one layer of its sandable, 700 g/m² (2.29 oz/ft²) SF 95 surfacing film, made with a special thermoplastic scrim on the mold side and backed by the CBS structural sandwich. The CBS sandwich construction consists of a single-sided layer of woven fiber, then a proprietary syntactic resin core — basically epoxy filled with hollow microspheres — and a second layer of woven fiber. SPRINT fiber layers are produced single-sided, Starkey says, in a method similar to production of the surface film. "We mix the epoxy and catalyst, extrude them as a film, and then drop the woven fiber onto the film," he explains.
For the CBS fiber layers, Gurit used a single-sided layer of 200 g/m² (0.65 oz/ft²) 3K carbon in a 2x2 twill weave and a single-sided layer of woven fiberglass in the form of a 400 g/m² (1.31 oz/ft²) 2x2 twill weave. "If carbon fiber is used for both the fabrics, with the resin-rich surface film on one side," Starkey contends, "this unbalanced construction can cause the panel to twist, especially in a flat configuration, such as the hood." Replacing woven carbon on the back side with woven glass results in a panel that does not twist. "The science behind this is complex and related to CTEs and cure shrinkage,"he notes. "The trick is to use the right combination of glass and carbon.â"
Gurit designed the CBS architecture and performed finite element analysis (FEA) with the aid of Patran laminate-modeling software from MSC.Software Corp. (Santa Ana, Calif.). "By using woven fiber layers on either side of a syntactic core, we end up with a material that is highly drapable, being primarily resin," Starkey explains, adding that it also is "less expensive, since the fiber is used only where its strength is needed and, with its mixture of low-density resin and high specific-strength fiber, it can be up to 80 percent lighter than steel or 60 percent lighter than aluminum." The FEA software draped the part components according to the shear characteristics of the material, building up a two-dimensional image that was then converted into a compact materials layup kit, comprising a minimum number of plies.
As part of the ALBOS project, the CBS materials were analyzed by the University of Nottingham (East Midlands, U.K.) to establish their suitability for producing a part of the required quality. Nottingham reported that the SPRINT CBS technology and material produced the highest Class A rating — an 80 compared to 79 for steel and 78 for fiberglass RTM.
Kitting the part puzzle
Each component — surfacing film, single-sided fiber layers and syntactic resin core — was separately nested, cut and labeled using Gurit's in-house ultrasonic CNC cutter equipment and software, manufactured by GFM (UK) Ltd. (Wellingborough, Northants, U.K., part of the American GFM Corp., Chesapeake, Va.). The layers were then laser-aligned to ensure each piece was correctly "stacked" and then vacuum-press consolidated into a single piece, to form subcomponents of a complete kit for molding, reducing risk of error during layup. "The laminator has little to do but assemble a simple jigsaw in the mold," says Starkey. In fact, the hood "puzzle" comprised only three pieces, and the edge of the tool provided a positive location for two of them. When placed, these pieces left an obvious opening for placement of the third.
Since the maximum width of woven fabric is 1.2m/3.7 ft, the kitted components allow spliced joints to be introduced easily during layup to accommodate the full 1.27m/3.9 ft width of the DB9 hood.
Creating cost-effective tooling
To meet ALBOS' cost goals, the right tooling was as much a necessity for success as the right materials. Tooling had to be durable, thermally conductive and dimensionally stable yet cost-effective. Consideration of various options led to electroformed nickel tooling as the best choice. "It's much harder than composite tooling,"Starkey explains. "And at only 6-mm [0.24-inch] thick, it's far cheaper to produce than machined steel tooling, and is of higher quality and more stable than aluminum.
To make the nickel tool, an epoxy master form was machined and then electroplated by electro-deposition of nickel in a plating bath. Since the master is typically machined as an outside surface, close dimensional tolerance and good surface finish can be held and maintained on what will become the tool's complex interior configuration. Electroforming, in turn, reproduces the master precisely, within 1 micron, without shrinkage or distortion. After plating, the thin tool face was removed from the master and mounted on a steel frame backing structure.
Electroformed nickel tooling is typically used in aerospace applications to process prepreg composites in an autoclave. However, Aston Martin had established a target manufacturing time of 90 minutes. Since autoclave or oven cure could, alone, consume the entire allotted time, Gurit instead devised for this project a more cost- and time-effective direct-heat process, using a simple pressurized water system to rapidly heat and cool the thin nickel tool. Hot water recirculates through copper piping attached to the tool backside. When cure is reached, heat exchangers replace the hot water with cold water to expedite cooling. Water pressure of 6 bar/87 psi prevents the hot water from turning to steam at 130°C/266°F. "The directly heated metallic tool promotes a fast manufacturing cycle through rapid heating and cooling, which reduces the need to make multiple tool sets to meet throughput requirements," says Kendall. "In addition, the metallic tools have a much longer life than conventional composite tools."
Manufacturing the demonstrator
To produce the demonstration part, the mold was prepared with a standard epoxy-compatible, semipermanent mold release from Chem-Trend (Howell, Mich.). When the tool was ready, the preforms from the part kit were arranged over the mold by semiskilled laminators in about 22 minutes. Gurit's P9 release film, and a breather layer and vacuum bag from Airtech International (Huntington Beach, Calif.) were applied in the following 20 minutes. A vacuum of 1 bar/14.6 psi was pulled; since the material had been consolidated during the kitting stage, no additional pressure was needed. In contrast, prepregs generally require additional pressure in an autoclave to compress the laminate and release entrapped air. Cure at 130°C/266°F took place over a period of 38 minutes, including a six-minute heat ramp-up and a two-minute cooling cycle to handleable temperature (50°C/122°F). The part was demolded and the tool prepared for the next cycle in 10 minutes, completing the 90-minute cycle. The cured test panel thickness, including the surface film, was 1.8 mm/0.07 inch, with an areal weight of 2.2 kg/m² (7.2 oz/ft²).
The cured part was deflashed, but since it was net-edge molded, no trimming was required and no holes were drilled in the outer panel.
The CBS for the bonnet interior was made with the same materials and process, with this exception: Since surface quality was not an issue, the part was cured in a conventional oven for 30 minutes at 130°C/266°F. It is configured to match the aluminum version, having identical cutouts to accommodate lamp paths and engine equipment, as well as to reduce weight by removing unnecessary material (strength). The tooling was made from conventional carbon fiber and pulled from an existing aluminum inner bonnet to minimize cost.
After cure and cooling, the inner and outer panels were hand-abraded to prepare the bond line for assembly. The panels were assembled in the nickel shell tool, which served as a holding fixture, and bonded with DP620, a two-component polyurethane adhesive from 3M (St. Paul, Minn.). BigHead fastener hardware (BigHead Bonding Fasteners, Bournemouth, U.K.) was incorporated during bonding.
The assembly was inspected and tested and was found to exceed all torque requirements previously established for the aluminum part, Starkey says. The hood then was sent to Aston Martin, where it was, Kendall says, "bolted to the ² donor car in exactly the same way as the aluminum bonnet is attached on the production vehicle."
Kendall says that although Aston Martin did not put the demonstrator bonnet through its production paint line, it did carry out paint trials that simulated its online paint process, using low-temperature-bake paints and CBS test panels prepared with DP 5150 primer from DuPont, then painted with DuPont Cromax paint and Cromaclear clearcoat, and baked at 80°C/176°F. DuPont products were supplied by DuPont Performance Coatings (Michelen, Belgium).
Kendall reports that the standards used to determine a Class A surface were visual, initially, with subsequent quantitative assessment, using a Wavescan Distinctness of Image (DOI) instrument made by BYK-Gardner GmbH (Geretsried, Germany). "Aston Martin body panels must meet or exceed a combined-Ford (CF) reading of 80," Kendall says. For standard Ford vehicles, the number is closer to 50, says Mark Nichols, leader of Ford's Paint Research Group, but he adds that for the highly polished finish on an Aston Martin vehicle, 80 is a reasonable number, because "CF is dominated by DOI and the Aston Martin vehicles are mirror-like." Gurit and Aston Martin also note that the paint trials showed that CBS parts can be integrated into paint lines alongside conventional metal components and achieve equivalent surface quality with no rework.
Summarizing success
Kendall gives a high rating to the materials and process developed for the ALBOS project. "The SPRINT technology provided a lightweight panel that is capable of being painted to meet automotive Class A requirements with no risk of fiber print-though or paint pops," he explains. "The technology is competitive in comparison to alternative prepreg carbon fiber processes and produces a better surface finish off the tool. The material lends itself to the use of precut, pre-assembled kits, which can be laid into the tool in a single step, reducing layup time.
Gurit's Starkey says the combination of the SPRINT process and low-cost tooling is currently comparable in part cost to SMC and steel up to at least 2,500 parts per year. Gurit will continue to optimize the process for its standard materials, and has set a new manufacturing target of 60 minutes. To this end, Starkey says the first areas of focus will be offline preforming of materials to accelerate layup, elimination of vacuum consumables and increasing cure speed.
"The advances in this area,"says Starkey, "will further support our efforts to bring to market a bonnet that can perform successfully in a high-temperature, online painting line."









.jpg;maxWidth=300;quality=90;format=webp)






Related Content

Graphene-enhanced SMC boosts molded component properties
CAMX 2023: Commercially sold GrapheneBlack SMC from NanoXplore increases part strength, stiffness and provides other benefits for transportation, renewable energy, energy storage and industrial markets.
Read MoreCAMX 2022 exhibit preview: Cimbar Performance Minerals
Cimbar’s halogen-free ATH solution for thermoset applications reduces resin costs in formulation, provides better wetout and faster line speeds and improves mold flow.
Read More
SMC simulation tool enhances design optimization
CAMX 2023: FiRMA, Engenuity’s new approach to SMC, uses a predictive technique that accurately reflects material properties and determine the performance range an SMC part or structure will exhibit.
Read More
Aptera joins forces with C.P.C. Group to accelerate solar EV production
Specialized composite bodies are being produced in Modena, Italy, for Aptera’s BinC vehicle, enabling eventual manufacturing ramp-up of 40 vehicles/day to meet demand targets.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More