
Building a bigger Big Wheel
Machining specialist scales up the 1970s icon, producing plugs and tools for an exact fiberglass replica at a Disney resort.


This 40-ft by 60-ft Big Wheel replica outside the Pop Century Resort in Walt Disney World (Orlando, Fla.) was produced at Orlando-based Entech Creative Industries, using molded fiberglass components that met Disney engineers’ demanding visual standards with the help of CNC-machining specialist Mollicam (Merritt Island, Fla.). Source: Entech Creative Industries

The rear wheels, seat and body are set on their foundation at the Pop Century Resort site. Source: Entech Creative Industries
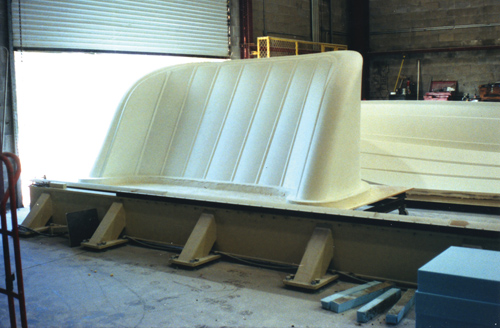
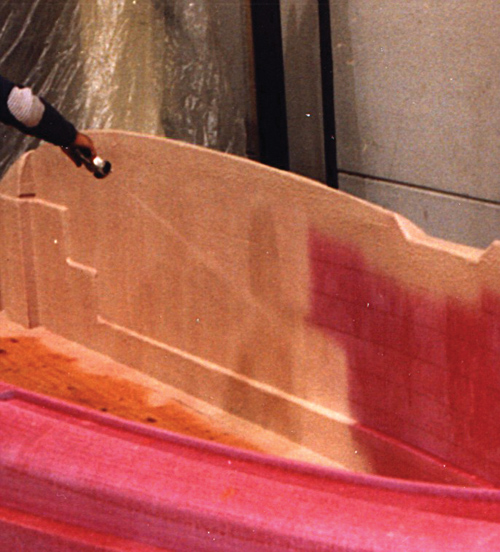
For the seat backrest (shown here) and several other parts, Mollicam did not machine directly to tool but cut a plug instead from putty-covered foam core, due to the complexity of the part geometry and the extreme depth to which the machining head would have had to travel to cut a female mold. Source: Mollicam

The multi-story front wheel, shown here with final paint before attachment to the steering framework, replicates the 1970s toy exactly. Source: Entech Creative Industries
Direct-machined foam mold (no putty) for lower handle bar shows the blue-tinted epoxy that is applied prior to priming and making a part. Source: Mollicam
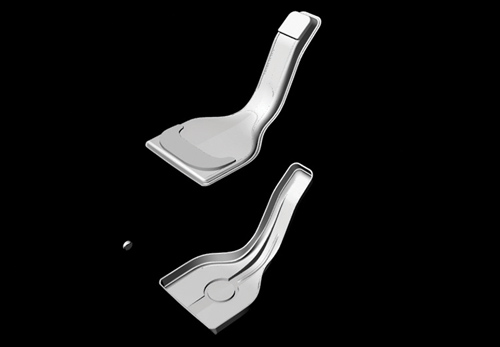
Step 1: Entech digitized every surface of an actual 1970s Big Wheel toy (two-part seat-and-neck shown here). Mollicam used these CAD files to develop its CNC programs. Source: Mollicam
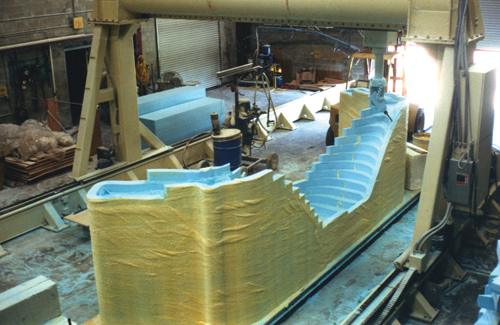
Step 2: The foam mold for the upper handlebar segment shows the layer-cake approach that approximated the part shape before the precise 3-D surfaces were machined. Source: Mollicam

Step 3: Next, a layer of fiberglass was applied for strength. Source: Mollicam
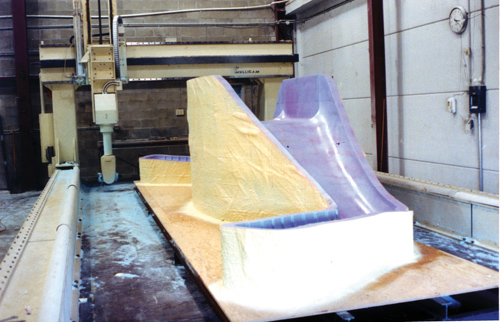
Step 4: Mollicam then sprayed a polyester putty on top, building up a surface which would be machined down to exact final surface dimensions. Source: Mollicam

Step 5a: Plugs and molds (the neck mold is shown at top) were fiberglassed to steel-reinforced platforms (see next photo) for stability. Source: Mollicam

Step5b: The steel frame for the platform. Source: Mollicam

Step 6: Fiberglass molds were made from the fin-ished plugs and then used to produce hand lay-up FRP parts. Here, a Big Wheel pedal is shown after removal from its mold. Source: Mollicam

Step 7: The finished FRP parts were assembled onto a steel frame (white beam in center). Source: Mollicam

Step 8: The finished structure, ready for paint and delivery to Disney. Source: Mollicam



Remember the Big Wheel? Disney designers do. At the Pop Century Resort hotel complex, one of the latest guest accommodations at the Walt Disney World theme park in Orlando, Fla., each of the Pop Century buildings is themed with a pop-culture icon from a specific decade. The Big Wheel (see end note) was selected as the 1970s icon, and the hugely popular child’s three-wheeler now is one of the hotel’s key attractions.
Disney approached Entech Creative Industries (Orlando, Fla.) with an original Big Wheel, asking Entech to build a faithful fiberglass replica, but on a much bigger scale — 40-ft high by 60-ft long (12.2m by 18.3m).



An experienced developer and builder of unique structures and environments for theme parks, museums, movie sets and experiential-marketing projects, Entech has created million-dollar composite pieces that decorate $100 million attractions not only for Disney, but also for Universal Studios, Nickelodeon, Viacom, the Smithsonian Institution, Ford Motor Co. and Mattel.
For the Disney resort project, which was completed several years ago, Entech turned to CNC-machining specialist Mollicam (Merritt Island, Fla.) to CNC-machine the plugs that Entech then could use to build molds for the multiple fiberglass composite parts that would be assembled to form the supersized Big Wheel (see “Marine machining pioneer,” on p. 39). That contract initiated a collaboration that demonstrated the utility of CNC-machining technology in the shaping of large-scale composite structures that must meet stringent customer demands — most recently, for a similar large structure to be unveiled this summer — and illustrates the ways evolving machining technology increasingly saves time and money in the fabrication of such challenging structures.
Objective: Large-scale accuracy
Given Disney’s well-known reputation for visual perfection, ensuring dimensional fidelity was the first order of business in supersizing the Big Wheel. “We disassembled it and completely digitized every surface,” recalls George Moore, Entech’s VP of operations. “We could then adjust the scale, creating an accurate representation of the toy, but with roughly the same height as a four-story hotel, and we actually did build every single part of the Big Wheel out of fiberglass so that we could get 100 percent accuracy. This included front wheel and back wheels, body, handle bars, steering fork and seat.” Entech sent the digitized surface data to Mollicam, and the two companies worked together, taking no short cuts, to achieve Disney’s objective: To replicate every detail of the 1970s toy, exactly.
Mollicam began its part of the process by translating Entech’s three-dimensional (3-D) surface data from IGES (Initial Graphic Exchange Specification) files into one of a variety of different CAD programs to develop 5-axis machine programming. “We laid out the parts as flat as they could go, in other words, split apart,” says Jeremy Mollica, who, with brother Jason, cofounded and co-owns Mollicam. Mollica explains that in order to simplify and speed up machining, the parts needed to be more horizontal than vertical. For example, the steering fork is primarily vertical; thus, in the CAD programs it was laid flat and also cut in half, so that plugs for each half were machined, with the final fiberglass parts assembled from separate pieces. “We did the body, neck, handle bars, steering fork, pedals and seat back/backrest.”
Plugs or no plugs?
Historically, a molded fiberglass part is produced by first making a relatively inexpensive plug (also called a pattern or master) from plaster or foam, and then laying up the durable but more expensive mold tool, using fiberglass or other composite tooling materials. In one-off or few-of-a-kind molding, however, it can be more economical to use the digitized surface data to CNC-machine mold tools directly, from the less expensive plug materials — eliminating the plug step. For some of the Big Wheel parts, Mollicam was able to adopt this strategy, because the CNC-machine head could easily cut the fairly open female mold surface. Mollicam did so for the body (top and bottom), neck (top and bottom), steering fork and pedals. The tool and plug surfaces were machined into a polyester putty shell backed by polystyrene foam.
Mollicam adopted a similar strategy for the Big Wheel’s handlebars, machining the molds directly but, in this case, using only foam without the polyester putty shell. “This process further reduces cost and time,” explains Mollica. “However, these surfaces are more delicate and require a sealing process prior to laying up a part.” The foam-only tools were sealed by painting the foam with epoxy or other barrier coat (see bottom right photo, this page) prior to the application of primer and exposure to polyester laminating resin, because these will attack and dissolve the polystyrene foam.
Some one-off part shapes, however, did not lend themselves as readily to direct machining of molds without a plug because of their geometries (for example, areas where the CNC head would have to machine out a deep reverse surface). The Big Wheel’s seat/backrest was such a part, and was machined as a plug rather than directly to mold.
Moore explains that this decision reflected the need to balance cost savings with the overriding concern that the part meet Disney’s demand for accuracy. “We wanted to be sure the part being produced was correct,” he emphasizes, noting that the risk of a direct-to-tool error, in such cases, was too high. “Because each part we were making cost tens of thousands of dollars, each had to be right the first time. Building a plug first enabled us to make sure the surfaces were correct relatively cheaply, before moving on to mold fabrication, which can cost $100/ft².”
Machining supersized plugs
The processes for plug and tool construction were very similar. Once each was laid out, Mollicam used the 5-axis CNC programs to machine the male or female contours. But before the machining process began, Mollicam built steel-reinforced platforms, basically steel I-beams with 0.75-inch/19-mm thick plywood on top, as a support structure for each plug. Mollicam then started with a 2 lb/ft³ extruded polystyrene (EPS) foam. Unlike the EPS used to make styrofoam coffee cups, Mollica quips, this product is more like a polyurethane foam, having better compressive properties (40 to 60 psi) vs. urethane foams for the same weight. This foam becomes the core in the pattern plug. Starting with foam slab blanks, Mollicam used its CNC-machining systems to cut foam layers that were adhesively bonded in stacks, like a wedding cake, until each plug’s overall shape was approximated (see Step 2). This process vastly reduced waste vs. machining shapes from large foam cubes.
The CNC-machining system then cut the exact shape of the plug or tool but smaller in all dimensions by a set amount so that Mollicam could spray a layer of polyester putty on top that could be machined down to the exact final surface dimensions. Mollicam used ITW Spraycore’s (Clearwater, Fla.) 2000-HS polyester syntactic putty, says Mollica, “because it machines well and is a durable product.” In between the foam and the Spraycore putty, Mollicam applied a layer of fiberglass for strength. Mollica adds, “We also fiberglassed the foam shape onto the steel-reinforced platforms, which made the whole unit strong enough to pick up with a forklift and more damage-resistant for shipping.” Once the putty was machined down to the final surface, each plug or tool was shrink-wrapped and loaded onto a flatbed truck for delivery to Entech.
FRP parts and steel skeleton
While Mollicam was working on the plugs and direct-cut tools, Entech began engineering the steel frame that would support all of the fiberglass parts and hold the final structure together. The frame was essentially a steel box beam that supported the main fiberglass body part and the steering fork, and also provided the footings or columns on which the whole structure would sit.
Entech then pulled FRP molds from Mollicam’s foam plugs, using standard fiberglass, fire-rated polyester resins and relatively simple hand lay-up methods. “We were less concerned about the weight of the molds than their ability to hold the shape,” Moore recounts, “so hand lay-up worked fine.”
The laminate was 0.375-inch to 0.625-inch (9.525-mm to 15.875-mm) thick, depending on where the part was being attached and whether it needed extra rigidity. The basic sequence was, first, a white in-mold gel coat, followed by a layer of chopped mat and one ply of 1708 ±45˚ fiberglass fabric, followed by a couple of layers of woven roving for bulk. Owens Corning Composite Materials (Toledo, Ohio) supplied the reinforcements and Interplastic Corp. (St. Paul, Minn.) supplied the resin.
Once all of the FRP parts were completed, they were attached to the steel frame. The box-beam formed the core of the frame, with a series of adjustable arms designed to reach all of the fiberglass parts. To connect the steel frame to the fiberglass shells, Entech used isolation mounts, which allow for flexibility due to the difference in coefficients of thermal expansion between the steel and fiberglass. The end of each arm was forked, designed to extend around both sides of a stringer or stiffener within each FRP part and enable a through-bolt connection, complete with isolation mounts.
Moore recounts that the fiberglass-reinforced composite was the perfect material for the application, because it needed long-term durability in an outdoor environment under the Florida sun. “It also enabled us to accurately represent virtually any shape, using a fairly easy and cost-effective process. No other method could do as good a job,” Moore says.
Building big today
Entech and Mollicam recently completed another very large composite structure for a mega-million dollar entertainment experience — details are guarded until the big reveal this summer — using the same process that was vetted for the Big Wheel project, but with more modern techniques.
“Machining directly to molds is standard now,” Moore explains, pointing out, “We use plugs less and less. It adds cost and time, and because our projects are each truly unique one-offs, the tooling cost can’t be amortized over volume production. So, we have had to find ways to be cost-effective.”
Further, says Mollica, “Advances in materials and methods have aided in utilizing one-time-use foam molds.” Sealing a polystyrene foam-only mold, for example, no longer requires epoxy but can be done with StyroSafe, a polyester product supplied by Hawkeye Industries (Bloomington, Calif.), which is easier to spray and does not attack the polystyrene. He continues, “Other advances in computer and machine processing speed have made CNC-machining foam molds even faster and more cost-effective for one-off parts.” Moore says Entech’s real challenge now is how to actualize the creative intent of such projects while making the fabrication process work cost-effectively.
For the recent project, another large structure ( 20-ft by 40-ft or 6.1m by 12.2m), the customer’s creative intent was to actualize intricate detail at this large scale in order to produce realism and excitement, but to do so under very tight cost and time constraints. This time, Entech began with a digitally created, 1:20 scale figure produced by a 3-D printer and then produced a surface model that could be scaled digitally to full size. Entech then interpreted these huge data files, making them readable with Mollicam’s CAD system.
Again, Entech contracted Mollicam to CNC-machine the molds and plugs. Mollicam worked with Entech to determine whether to cut plugs or CNC molds directly, depending on cost, time and specific requirements. For example, Entech needed the ability to add some details to certain parts after they were produced. By machining temporary, one-off foam molds sealed with StyroSafe, Mollicam was able to lay up FRP parts directly onto the foam and then release them by breaking away the temporary mold. This enabled a fast, cost-effective way of making an accurate, complex composite part that would have been difficult to remove from a traditional fiberglass mold. For other parts, Mollicam machined foam plugs so that Entech and the customer could see what the finished part would actually look like and approve or make changes before committing to large molds. The final structure was produced on time and on budget, and also delivered the
Editor's note: Big Wheel is a registered trademark of J. Lloyd International Inc. (Cedar Rapids, Iowa). The iconic tricycle is still available.






.jpg;maxWidth=300;quality=90;format=webp)







Related Content

Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
TU Munich develops cuboidal conformable tanks using carbon fiber composites for increased hydrogen storage
Flat tank enabling standard platform for BEV and FCEV uses thermoplastic and thermoset composites, overwrapped skeleton design in pursuit of 25% more H2 storage.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Carbon fiber in pressure vessels for hydrogen
The emerging H2 economy drives tank development for aircraft, ships and gas transport.
Read MoreRead Next

CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More