
Assessing conventional and advanced NDI for composite aircraft
AANC experiments test how well damage can be detected in composite parts.




Fig. 1: Traditional tap tests (shown) and a few ultrasonic-based inspection methods have been used to inspect composite structures. More recently, alternative methods have increased the number of available inspection options. Over the last several years, a series of experiments, designed and implemented by Sandia National Laboratories, have been used to assess how well both conventional and advanced NDI techniques can detect anomalies. Source: Sandia National Laboratories
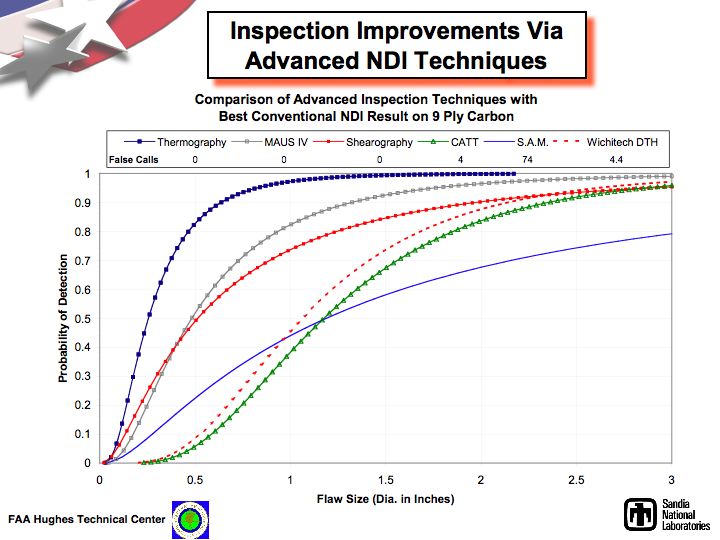
Fig. 2: This chart compares the results of inspections conducted with the noted NDI techniques on a 9-ply carbon fiber-reinforced composite sandwich panel faceskin. Source: Sandia National Laboratories
Composites have many advantages as structural aircraft materials — among them, high specific strength and stiffness and resistance to damage by fatigue loading, coupled with corrosion resistance and low weight. These factors offer great potential for economic savings associated with reduced maintenance and fuel consumption. But the rapidly increasing use of composites in primary structure has brought with it the challenge of making sure damage inspection can keep pace. Accurate nondestructive inspection (NDI) methods are a necessity to ensure aircraft airworthiness and passenger safety.
Traditionally, tap tests and a few ultrasonic-based inspection methods have been used to inspect composite structures. But recent developments, including new and more advanced NDI techniques, have increased the number of available inspection options. Over the last several years, a series of experiments have been designed and implemented to assess how well both conventional and advanced NDI techniques can detect voids, disbonds, delaminations and impact damage in honeycomb structure, solid laminates and adhesively bonded structures.



The test program, called Composite Flaw Detection Experiments, was undertaken at the Federal Aviation Admin. (FAA) Airworthiness Assurance NDI Validation Center (AANC), operated and staffed by Sandia National Laboratories (Albuquerque, N.M.) since 1991. Many of the AANC composites activities are conducted under the auspices of the Commercial Aircraft Composite Repair Committee (CACRC), a group sponsored by the Air Transport Assn. (ATA), the International Air Transport Assn. (IATA) and the Society of Automotive Engineers (SAE). The CACRC’s Inspection Task Group (ITG) is cochaired by Dennis Roach, together with John Hewitt of Airbus Industrie (Toulouse, France). The Task Group includes representatives from aircraft manufacturers The Boeing Co. (Seattle, Wash.), Airbus, and Embraer (São José dos Campos, Brazil), Sandia National Labs, the major airlines, and FAA participants with special expertise. This article discusses the ITG’s Probability of Detection (PoD) experiments, some of the results gathered thus far, and potential applications of new technology for effective NDI on composites-intensive aircraft as they enter commercial service.
Intentional flaws
Fig. 1 shows an inspector performing a tap test on a wing flap. Tap testing is still one of the primary methods used to assess the health of composite parts. As low-energy impacts are applied to the surface of the structure, the inspector infers the presence of damage based on subtle variations in the audible response from the structure. It’s a subjective approach, which introduces the possibility of human error, especially when tests are conducted in areas with high ambient noise. More robust and focused inspection methods are needed when small flaw detection is required. Prior to undertaking the actual experiments to test flaw detection, the CACRC Inspection Task Group first developed a set of industry-wide NDI reference standards, a process that began in the early 1990s. The resulting documents — SAE ARP5605 “Solid Composite Laminate NDI Reference Standards” and SAE ARP5606 “Composite Honeycomb NDI Reference Standards” (see “Learn More”) — were prepared by the Group in an effort to establish a single, generic set of composite reference standards that would accommodate inspections on the majority of composite structures found on aircraft. The impetus for the reference standards was the large number of composite construction variables that make the potential number of standards very large and even unmanageable. A large number of test panels, representing the bounding conditions of construction on aircraft, were inspected using a wide array of NDI techniques (see sidebar at end of this article). An analysis of the resulting data determined the variables that play a key role in setting up NDI equipment. This resulted in an optimized set of composite reference standards that include only these key variables — thus eliminating unnecessary standard configurations. The advantages of these industry-accepted composite standards include: 1) providing a consistent approach to composite inspection, which helps to minimize false calls, 2) reducing standard procurement costs and 3) aiding the assessment of composite inspection technologies. They form the basis for how the experimental parts were examined and evaluated by the testers — real-world inspectors employed by the airline companies — who used the standards to set up their equipment and procedures.The intent of the composite PoD experiments was to present the inspectors with uniform test panels to 1) quantify how well these current inspection techniques are able to reliably find flaws in composite structures and 2) to determine the degree to which improvements could be made through integration of more advanced NDI techniques. The study incorporated statistically relevant and realistic flaw profiles into the test specimens.
For the honeycomb test, a set of 44 panels were manufactured, with both engineered and naturally induced impact flaws of various sizes, shapes and types. The flaws were randomly located across the specimen footprints. All panels were made with 1-inch (25.4-mm) thick Nomex honeycomb core with either carbon/epoxy or fiberglass/epoxy skins. Skins were 3-ply, 6-ply or 9-ply construction, and all panels were painted per current aircraft specifications. Flaw types included interply delamination (pillow inserts); machined core disbonds that simulated the presence of an air gap; pillow inserts at the skin-to-core bondline that simulated tight contact but no adhesive strength (kissing disbonds); and impact damage, including crushed core, delaminations and broken fibers. A range of impact damage sets were produced to create subsurface damage only, without any surface demarcations. A statistically relevant number of flaws, with sizes ranging from 0.2 in² to 3 in² (1.29 cm² to 19.35 cm²), were created on each panel.
To acquire the flaw detection data, the panels were shipped to airlines, third-party maintenance depots, aircraft manufacturers and NDI developer labs around the world. In all, more than 70 inspectors of different ages and experience levels performed the blind tests to produce statistically valid PoD curves that are representative of the industry as a whole. Inspections were performed in typical maintenance hangars to provide representative environments with common impediments, such as poor lighting, noise and distractions. All inspectors were provided with the appropriate inspection procedures from the Boeing and Airbus maintenance manuals. In addition, each blind inspection process was preceded by proper equipment setup, according to appropriate reference standards.
Sample PoD curves, which relate the probability of finding a flaw to the size of the flaw for a particular specimen construction, were charted for several different types of inspection devices. In the case of 9-ply carbon/epoxy skins over Nomex, the curves show that if the damage or flaw size is between 1.7 inches and 3 inches in diameter, there is a 90 percent chance it will be noted. As might be expected, the best overall detection rate, regardless of detection methodology, occurred in the thinnest, 3-ply panels, and the poorest detection rate occurred in the more challenging 9-ply panels. Of all the traditional methods, mechanical impedance analysis (MIA) inspection mode produced the best overall results for the range of panels tested. And it was determined that the limit of manual tap testing is about 8 to 10 plies.
With these data as a baseline, it was then possible to quantify the improvements possible via the application of a number of advanced NDI methods: automated sensor-based tap testing (Computer Aided Tap Tester, Woodpecker and Digital Tap Hammer devices), Boeing’s Mobile Automated Scanner (MAUS) C-scan system, thermography, laminography, terahertz imaging, shearography, microwave, scanning ultrasonics (UT), acoustogra-phy and phased-array ultrasonics. Use of these methods reduced the PoD numbers by 66 to 72 percent.
Many of the newer NDI methods are “wide-area” inspection techniques, which enabled more uniform and rapid coverage of a test surface, thus minimizing human factor concerns. Furthermore, the two dimensional, color-coded images (C-scans) produced by these methods allow for easier flaw identification. In general, thermography, shearography and the Boeing MAUS scanner (in resonance mode) produced the best results and were the most accurate in determining actual flaw size as well (see Fig. 2). One caution is that some of the more advanced instruments’ increased sensitivity, coupled with a higher signal noise level, can increase the number of false calls. Thus, the inspections become a delicate balance between optimizing flaw detection with proper equipment settings and maintaining the number of false calls within acceptable limits.
The goals of this second experiment, which is just getting underway this year, are to assess flaw detection in primary aircraft structures and to compare results from handheld devices with those produced by automated scanning systems. Results from these solid panels should be coming in over the next few months.
In addition, the Inspection Task Group is working on methods to enhance inspection methods for bonded joints, moving beyond simple flaw detection to actual quantification of adhesive strength. Methods under investigation in this latest study include angle beam ultrasonic spectroscopy (ABUS), which compares received and transmitted waveforms in a frequency domain; nonlinear ultrasonics, which exploits contact nonlinearity in imperfect bonds; and vibrothermography, which uses vibratory loads to interrogate a strained interface and measure viscoelastic losses as changes in heat transfer. Understanding the physics of bond integrity is a key element here — it will help select the proper method for the task. One caution when using stiffness-based interrogation to assess bonded joints is that it is possible to induce damage in the part when the incident energy levels are too high.
Paving the way
In general, the CACRC’s Inspection Task Group believes that the experiments completed thus far and those still underway are establishing the current baseline for the aviation industry in terms of quantifying performance of NDI techniques for composite struc-tures. They also are paving the way for improvements in industry inspections via optimized procedures and practices.
The superior capabilities of a host of advanced NDI techniques have been demonstrated, and these methods are ready to be applied to the next generation of complex composite structures on commercial aircraft that are about to enter service. This is a key point — adequate inspection capability is needed to instill confidence in the industry’s ability to safely fly composites-intensive aircraft. Airlines and other aircraft maintenance facilities can implement good inspections with the right equipment, using consistent standards and procedures.











.jpg;maxWidth=300;quality=90;format=webp)




Related Content

XlynX Materials BondLynx and PlastiLynx for low surface energy PP, PE substrates
Award-winning Xlynx materials use breakthrough “diazirine” technology to boost bond strength up to 950% as adhesives, primers and textile strengtheners.
Read More
Composite resins price change report
CW’s running summary of resin price change announcements from major material suppliers that serve the composites manufacturing industry.
Read More
Scott Bader ATC begins Crestabond MMA structural adhesive production
Scott Bader’s Drummondville, Canada, facility has begun manufacturing and supplying composites-applicable adhesives to its North American customers.
Read More
Materials & Processes: Resin matrices for composites
The matrix binds the fiber reinforcement, gives the composite component its shape and determines its surface quality. A composite matrix may be a polymer, ceramic, metal or carbon. Here’s a guide to selection.
Read MoreRead Next

Nondestructive Testing Broadens Its Scope
Automation and integration of advanced NDT methods lead to faster, more accurate flaw and damage detection.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More