
Aluminum Frame Build Incorporates Carbon Fiber Tubing
Frame designers improve bike performance and comfort by incorporating prepregged carbon-fiber braid.




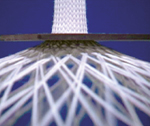
Source: A&P TechnologyIts compressibility allows biaxial braid to expand in diameter, permitting an easy fit over a mandrel.

Source: CannondaleThe Cannondale six13, fully outfitted for the road.


Source: CannondaleAn unpainted six13 frame shows the carbon-fiber prepreg braid in its the top tube and down tube.

Source: A&P TechnologyBraid can be made from many different fiber types and can range in diameter from 0.25 inch to 24 inches (6.35 mm to 609.6 mm).
Source: A&P TechnologyA&P Technology designs and builds its own braiding machinery, enabling a variety of options for material architecture.
|
Over the past three decades, the manufacture of bicycle frames has advanced rapidly from an industry traditionally centered on steel to the use of extremely lightweight materials, including steel and aluminum alloys, titanium and carbon-fiber composites. Typically, frame designers have selected a single material and capitalized on its unique properties. Unlike competitors who have camped on carbon as their material of choice in high-performance models, Cannondale Bicycle Corp. (Bethel, Conn.), until recently, focused on eliminating every bit of weight possible and maximizing power transfer by building all-aluminum frames. Although aluminum has a lower modulus of elasticity than steel — 68 GPa (10 x 106 psi) compared to 210 GPa (30 x 106 psi) — its effective stiffness in a tubular structure is proportional to the radius of the tube raised to the fourth power for bending and to the radius cubed for torsion. |
Cannondale exploited these exponential relationships by designing frames with thin-walled aluminum tubes of comparatively large diameter, which optimize the frames' stiffness-to-weight ratio. The frame design has been so effective in weight reduction that the International Cyclists Union, bicycle racing's governing body, has outlawed some Cannondale frames for being too light! The design also delivers what Cannondale calls a "snappy, energetic" frame that optimizes load transfer from the pedal to the rear wheel by conserving the energy usually lost when the frame bends with the force of the rider's pedal stroke.
While the frame has pleased racing teams around the world, its greater stiffness makes for a rougher ride, which can fatigue a rider faster than a more vertically compliant frame. When a single material is used, such trade-offs are inevitable: as stiffness increases, so does performance, but rider comfort is sacrificed and vice versa. Recently, industry bike frame designers have begun to combine materials in an effort to turn this "either/or" into a "both/and," retaining the snappy feel of the all-aluminum frame while increasing rider comfort. Cannondale is claiming success with the introduction of its new hybrid six13 road frame, a combination of carbon fiber and aluminum (the elements' atomic numbers, 6 and 13, yield the frame's name).



Frame analysis
Cannondale's senior composites engineer Mike Parkin says the six13 design team adopted a philosophy of selecting materials based on what each does best. They began the design process by looking at each tube of the frame to determine where continuous carbon fiber's anisotropic properties and low density might be beneficial. While lower density would make carbon fiber useful in weight reduction, the team believed its anisotropic possibilities held the key to simultaneously increasing power transfer to the rear wheel and reducing the all-aluminum model's rough ride.
|
The team replaced aluminum with carbon in two areas: The top tube, which runs between the top of the steering structure to the top of the seat tube, and the down tube, which runs between the bottom of the steering column and the pedal structure at the bottom of the seat tube. For the top tube, carbon fiber proved ideal because the tensile modulus of elasticity of carbon fiber/epoxy composites can range from 13 GPa to 520 GPa (1.9 x 106 psi to 75 x 106 psi) but its compressive modulus of elasticity ranges from 11 GPa to only 15 GPa (1.6 x 106 psi to 2.2 x 106 psi). The top tube was designed with a high percentage of 0° plies, using intermediate-modulus — 250 GPa to 325 GPa (36 x 106 to 47 x 106 psi) — unidirectional prepreg supplied by Newport Adhesives and Composites (Irvine, Calif.) The design increases frame stiffness but also improves rider comfort because the fiber is layed up so that most power transmission loads put the tube into tension while most riding loads (bumps in the road) are compressive. The down tube, however, was the focus for the most important of the bike's "both/and" adjustments. The team realized that much could be gained by increasing torsional stiffness. Greater torsional resistance would improve the power transfer from the pedals to the rear wheel by resisting frame twist, which in the most extreme case is induced as a rider pushes down on the pedal with one foot while pulling up the handlebars. |
It was determined that a tube featuring a large percentage of continuous fiber running at ±45° would effectively resist torsion without significant effect on the tube's bending stiffness. And with greater resistance to torsion and high stiffness in the top tube, Cannondale found it could use a thinner wall in the aluminum seat tube, making it more "vertically compliant." While both the top and down tubes feature plies with 0° and ±45° orientation the number of unidirectional plies varies depending on tube location and the size of the road frame.
Rather than build up the biaxial orientation in the down tube by roll wrapping plies of uni prepreg, Cannondale avoided labor-intensive layup by selecting A&P Technology's (Cincinnati, Ohio) prepregged biaxial braid made with a standard-modulus 3K carbon fiber supplied by Grafil Inc. (Sacramento, Calif.). Pam Schneider, A&P's VP of sales and marketing, explains that a braid is a system of at least three fiber tows that are intertwined so that no two are twisted around each other. Braided fiber architecture combines advantages found in filament winding and weaving. Like filament winding, a tubular braid can provide seamless fiber continuity throughout the part. Like a woven fabric, braided fibers are mechanically interlocked. Used as composite reinforcement, a braided structure forms a mechanical system that evenly and efficiently distributes load throughout the component and increases impact strength. (Biaxial braid, the most commonly used type comes in standard ±45°, but can be adapted to yield part fiber angles ranging from ±15° to ±65°.) Its helical design reportedly functions like a spring to increase the fatigue life of the part. In addition, the braid construction ensures fiber angle accuracy and consistency throughout the tube length, to optimize torsional performance and avoid localized weaknesses.
To assemble the tubes, the braid is telescoped (collapsed lengthwise, increasing its diameter), and easily pulls over the pre-rolled 0° unidirectional tube, much like a sock is pulled onto a foot. Once the braid is pulled over, it can be pulled from the ends to conform to the preform. The braid is engineered by A&P to fit tube dimensions precisely so that the desired fiber angle will be achieved once it is pulled into place on the preform. Assuming the diameter of each preform is the same, the resulting fiber angle will be the same.
The secret is in the sauce
To permit this kind of flexibility and conformability in a prepregged braid, the tows currently must be impregnated with resin prior to braiding. The braid is manufactured from towpreg provided by Adhesive Prepregs for Composite Manufacturers (APCM, Plainfield, Conn.). Prepreg materials are typically impregnated by one of two means: a transfer coating system or a dip coating system. APCM owner Dave Young explains that transfer coating applies a film resin to each side of the fiber tows and pulls the combination through a machine that applies heat and pressure to create the prepreg. A dip coating system differs in that tows are pulled through a resin bath. APCM employs a system similar to dip coating to make towpreg, in which tow is pulled through a proprietary device that applies 42 percent (±2 percent) resin. The towpreg is then shipped to A&P for braiding.
Braiding and processing impregnated material is no easy task unless the resin exhibits certain properties. Precision of the fiber/resin ratio is crucial. If there is too much resin or the resin is too tacky, it can prevent the tows from sliding over each other, making the fiber difficult to braid and the finished braid hard to handle during layup. A release agent in the resin helps prevent the resin from sticking to itself, but if it is added in too great a quantity, it can interfere with bonding during cure and prevent the end product from achieving its potential strength. Likewise, resin that is too "boardy" makes braiding difficult because the material is too stiff. The ideal material, says Young, must be tacky enough to be malleable, but still have a low enough coefficient of friction to prevent it from adhering to itself. APCM has designed a proprietary thermosetting epoxy that exhibits the necessary properties and, when the towpreg is braided, can be processed like conventional prepreg.
Prepreg supplier entrotech Inc. (Columbus, Ohio) is currently developing what may prove to be an alternative system for prepregging the braid. Instead of impregnating the tow prior to braiding, the company's system uses a continuous resin infusion process to impregnate already braided material with a proprietary modified thermoset epoxy resin. Jim McGuire, entrotech president, explains that the resin is highly viscous and is pressure-infused into the braid using processes awaiting patent. While this resin system may not be ideal for all end-users, it is expected to result in A&P braided prepreg with more tack and higher resin content.
Assembly and cure in one shot
Hybrid frames in the high-end bike market are typically assembled from welded metal components and cured carbon-composite tubes, which are adhesively bonded in place as a secondary process. But Cannondale has taken a different approach here as well, curing the carbon fiber tubes in place after they are assembled with the frame's aluminum components.
Uni tubes for the top and down tubes are roll wrapped using a mandrel and braid is placed. Once the tube is layed up, the mandrel is removed and an inflatable bladder is inserted. Tube ends are overwrapped with film adhesive where they will be inserted into junction tubes of the already welded aluminum components. The bike's aluminum components feature laser cut, oblong openings at each junction. The openings function as mechanical interlocks, that is, the prepreg can flow into the opening as it is compressed between the bladder and the surface of the closed mold cavity. This creates a mechanical lock that reinforces the adhesive bond.
A boron fiber epoxy prepreg from Specialty Materials Inc. (Lowell, Mass.) is overwrapped on the top end of the down tube to reinforce the junction between it and the head tube. Parkin notes that boron fiber with its high compressive strength (about 400,000 psi) marries well with the high tensile strength of unidirectional carbon to locally reinforce this area that is highly stressed in compression. The entire assembly is then placed into a modular closed mold, the bladder is inflated and the tubes are cured in place.












.jpg;maxWidth=300;quality=90;format=webp)



Related Content

A new era for ceramic matrix composites
CMC is expanding, with new fiber production in Europe, faster processes and higher temperature materials enabling applications for industry, hypersonics and New Space.
Read More
Plant tour: Albany Engineered Composites, Rochester, N.H., U.S.
Efficient, high-quality, well-controlled composites manufacturing at volume is the mantra for this 3D weaving specialist.
Read More
Plant tour: Joby Aviation, Marina, Calif., U.S.
As the advanced air mobility market begins to take shape, market leader Joby Aviation works to industrialize composites manufacturing for its first-generation, composites-intensive, all-electric air taxi.
Read More
Price, performance, protection: EV battery enclosures, Part 1
Composite technologies are growing in use as suppliers continue efforts to meet more demanding requirements for EV battery enclosures.
Read MoreRead Next

Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More
CW’s 2024 Top Shops survey offers new approach to benchmarking
Respondents that complete the survey by April 30, 2024, have the chance to be recognized as an honoree.
Read More
From the CW Archives: The tale of the thermoplastic cryotank
In 2006, guest columnist Bob Hartunian related the story of his efforts two decades prior, while at McDonnell Douglas, to develop a thermoplastic composite crytank for hydrogen storage. He learned a lot of lessons.
Read More