
Additive manufacturing in automotive applications
Although they have been overshadowed by aerospace applications, 3D-printed tools also are finding a place in automotive processing. Here's one example.


Developmental tooling: This polycarbonate layup tool, used to produce a carbon fiber composite auto roof, was additively manufactured by SMM (Le Hezo, France) using the machine behind the tool in the photo, in partnership with a French group that included Plateau Technique Compositic (Ploemeur, France) and Coriolis Composites Technologies (Queven, France). Source: Plateau Technique Compositic
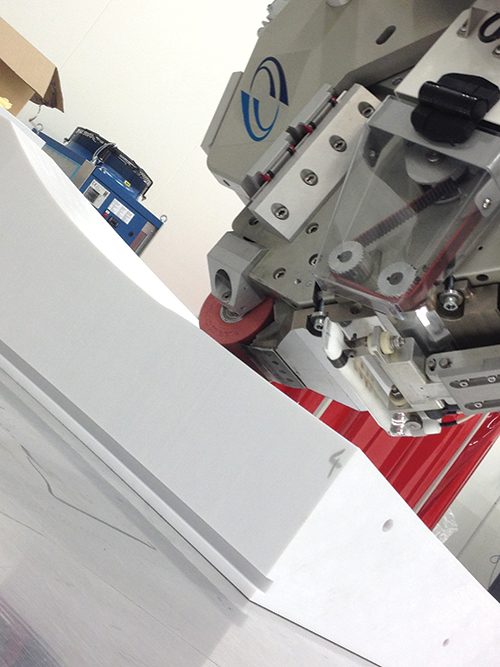
The 3D-printed tool is shown in here during layup with a Coriolis robotic tape layup head. Source: Plateau Technique Compositic


Although they have been overshadowed by aerospace applications, 3D-printed tools also are finding a place in automotive processing. One example is the composite technical center Plateau Technique Compositic (Ploemeur, France), affiliated with the Université de Bretagné-Sud, in Ploemeur. Compositic recently displayed a large, 3D-printed composite layup tool at the JEC Europe 2015 event in Paris.
Yves Grohens, a professor at the Université, says the tool was the result of research that combined additive manufacturing (AM) with robotic automated fiber placement (AFP) and other processing technologies, with the aim to create parts as rapidly as possible. “The concept is to compress the entire part design/tool production/robotic programming and part layup time. We are currently in discussions with several automotive OEMs about this innovative use of 3D printing.”



Grohens explains that his group worked with automaker PSA Peugeot Citroën (Paris, France) on a model 208 demonstrator car roof part, in partnership with robotic system supplier Coriolis Composites Technologies (Queven, France) and SMM (Le Hezo, France), which manufactured the tool via AM. “The idea was to start from the virtual part in CAD, in the form of an .stl, .igs or other file format that is compatible with both a 3D printing machine and automated tape placement programming.”
The tool’s design and shape were developed from the part’s CAD file and its print was begun by SMM, while Coriolis engineers simultaneously developed the optimum part layup and AFP machine path programming. The tool was printed on SMM’s large Fortus 900 FDM machine, supplied by AM equipment manufacturer Stratasys (Eden Prairie, MN, US), with approximately 1m3 of useful build volume. Total build time was about 100 hours.
Stratasys provided polycarbonate powder for the print build, without fiber reinforcement, but Grohens says, “We achieved sufficient stiffness and thermal stability with the polycarbonate for this demonstration tool but, in reality, it would be made with polyetherimide [PEI] Ultem material in production, to enable a higher cure temperature of 180°C and higher pressure. We limited the actual cure temperature of this demo tool to 140°C.”
Tool weight, when complete, was 14 kg. No mold treatment of any kind was undertaken after the print, says Grohens.
Immediately after the mold was completed, it was placed under the Coriolis robotic head to begin the part layup, using 6.5 mm wide carbon/epoxy prepreg tapes. Grohens says that the part layup process, which was completed in a day, was successful the first time, because tool build, part design and robotic processing were developed simultaneously, within the same digital space. He adds, “If we had proceeded with classical mold machining and a metallic tool, requiring test articles to ensure correct layup, this process would have taken at least two months to reach that perfect state.”
Although the untreated mold caused no problem for the part layup and cure, he does add, “The tool surface is a little bit rough, so on subsequent tools, we treat the surface with an epoxy coating that reduces the roughness and provides a better part surface finish.”
Compositic is pursuing similar projects with partners, including Airbus, for 3D-printed tool applications.
This short article is a sidebar to a longer feature article titled "A growing trend: 3D printing of aerospace tooling" and a companion to another sidebar titled "3D-printed fixutres & jigs." (To read either, click on its title under "Editor's Picks.")












Related Content

Materials & Processes: Fabrication methods
There are numerous methods for fabricating composite components. Selection of a method for a particular part, therefore, will depend on the materials, the part design and end-use or application. Here's a guide to selection.
Read More
Novel dry tape for liquid molded composites
MTorres seeks to enable next-gen aircraft and open new markets for composites with low-cost, high-permeability tapes and versatile, high-speed production lines.
Read More
Thermoplastic composites welding advances for more sustainable airframes
Multiple demonstrators help various welding technologies approach TRL 6 in the quest for lighter weight, lower cost.
Read More
Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read MoreRead Next

3D-printed fixtures & jigs
Holding fixtures, jigs, trim tools and metal-forming dies can be expensive elements of post-mold composite part processing and assembly. Additive manufacturing, therefore, is proving especially useful in reducing the design/build time/cost in this area.
Read More
A growing trend: 3D printing of aerospace tooling
Toolmakers and OEMs are embracing additive manufacturing for customized, rapid tools, masters and jigs.
Read More
Composites end markets: Energy (2024)
Composites are used widely in oil/gas, wind and other renewable energy applications. Despite market challenges, growth potential and innovation for composites continue.
Read More