
3D Printing: Niche or next step to manufacturing on demand?
With and without fiber reinforcement, additive manufacturing is making an impact, but to what end?

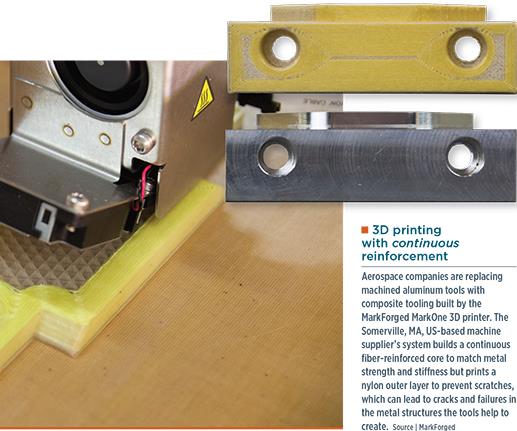
3D printing with continuous reinforcement: Aerospace companies are replacing machined aluminum tools with composite tooling built by the MarkForged MarkOne 3D printer. The Somerville, MA, US-based machine supplier’s system builds a continuous fiber-reinforced core to match metal strength and stiffness but prints a nylon outer layer to prevent scratches, which can lead to cracks and failures in the metal structures the tools help to create. Source: MarkForged
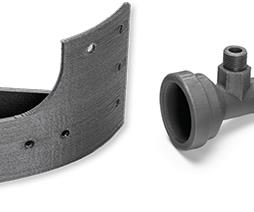
This 40% chopped CF/PEEK aerospace bracket, 30% CF/PEEK crane part and compound-curved component (left to right) demonstrate Arevo Labs’ (San Francisco, CA, US) ability to print continuous reinforcement along a contour with its machine’s 5-axis degrees of freedom. Source: Arevo Labs

Additive/subtractive process: Impossible Objects (Northbrook, IL, US) uses a very different AM process: polymer is printed onto a fiber sheet and repeated per layer. Layers are stacked and then heated to melt the polymer, then compressed and, finally, a chemical or mechanical process removes uncoated fibers to reveal the final 3D fiber-reinforced polymer part. Source: Impossible Object
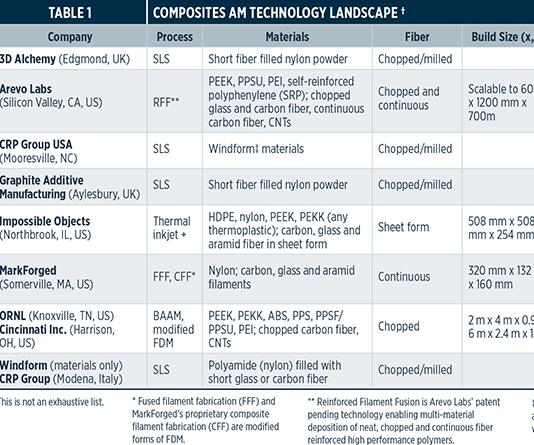
Tabel 1: The Composite Additive Manufacturing Landscape

The “velvet fist” approach: This 3D-printed nylon tube-bending fixture (white part within vise) is as strong as metal thanks to its internal glass-fiber reinforcement, yet will not scratch or damage the parts it helps to shape. Source: MarkForged

Flexible, adaptable, customizable: The MarkOne’s continuous fiber-reinforced output includes soft-jaw fixtures for machining (top left), pulleys with press fit bearings and nylon outer shells for wear resistance (lower right) and orthotic inserts (far right). Source: MarkForged

Molds for prepreg components: Stratasys (Eden, Prairie, MN, US) is 3D printing tools, using SABIC’s (Pittsfield, MA, US) Ultem 1010 PEI for use in molding composite parts from prepreg, and plans to release a design guide for this type of tooling this year. Source: Stratasys


Eighteen months ago, MarkForged (Somerville, MA, US) introduced the first commercial 3D printer that, its limited size format aside, was capable of building polymer structures with continuous carbon fiber reinforcement in the x/y plane (see “3D Printing continuous carbon fiber composites?,” under "Editor's Picks," at top right). Last fall, Oak Ridge National Laboratory (Oak Ridge, TN, US) and Cincinnati Inc. (Harrison, OH, US) demonstrated large-format printing capability with the Big Area Additive Manufacturing (BAAM) system, working with Local Motors (Chandler, AZ, US) to produce the world’s first 3D-printed, albeit short-fiber-reinforced, composite auto body in 44 hours and then increasing print size to 6m by 2.4m by 1.8m and speed to 45-68 kg/hr (see “Additive Manufacturing: Can you print a car?” under "Editor's Picks"). Most recently, Arevo Labs (San Francisco, CA, US) announced its ability to combine high-performance polymers, e.g., polyetheretherketone (PEEK), with continuous fiber in the x-, y- and z-directions. Additive manufacturing (AM) of composites is obviously advancing, but to where? Is it bound for novel but niche applications? Or will it transform composites manufacturing?



Low- to no-volume parts
In the short-term, the sweet spot for all additive manufacturing will be low production volume with high geometrical complexity. Prime examples are the medical fields of orthotics, prosthetics and hearing aids, applications that work best when customized for the user.
“Here is where 3D printing makes sense as a manufacturing process,” MarkForged creative director Jeff Klein asserts, “allowing you to tailor each part to the individual, without a cost or time penalty. And it’s a vast improvement over where the market is today.” He adds that his company’s MarkOne printer can be used to reinforce orthotic shoe inserts, for example, in dynamic ways: “We might lay fiber in the arch or part of the heel or at 45° in certain areas to correct the heel strike or a gait issue.” He contrasts this to how these devices have been made for the past 40 years, where measurements are taken, then a cast is made from the body part and sent out for hand-lamination and production. He concludes, “After thousands of dollars and 3-4 weeks, the device might be ready.” In contrast, Klein claims 3D printed composites not only reduce cost, “but I can pick up my orthotic inserts in the same week that I ordered them.”
Arevo Labs’ system refines the concept behind BAAM — i.e., robotic arm- and CNC equipment-based 3D printing — to enable fiber application along complex contours, gaining z-directional strengthening. “What we’re really talking about is going head-to-head with metals additive manufacturing,” says Arevo’s CEO Hemant Bheda. He sees unlimited applications for 3D-printed composites — medical, aerospace and oil and gas are already commercial markets — thanks to compression of the supply chain, where cost and delivery time reduction is enabled by tailored, unitized structures printed in hours vs. the weeks required for conventional manufacturing, assembly and logistics.
Part production extends to replacement parts. The oil and gas industry is already exploiting print on demand as a solution. Arevo’s business development director Wiener Mondesir explains, “Out in the oilfield, if a part fails, the well stops producing. Every hour it doesn’t produce is money lost. These parts must withstand ever higher pressures and temperatures. And the part replacement that can be offered in the shortest amount of time is the best solution.”
Andrew Zwicker, the head of Science Education at the U.S. Department of Energy’s Princeton Plasma Physics Laboratory (PPPL, Princeton, NJ, US), agrees. “Our first reaction to an equipment need is no longer whether we can purchase it, but can we print it?” he quips. The author of an American Journal of Physics article on the topic, Zwicker says printed electrode parts for a plasma physics experiment and replacement parts, such as a guard for a cooling fan, are good candidates for 3D printing, but he has concern when placing load on plastic parts. “I don’t trust the structural integrity of a plastic part for things like motor mounts.” Zwicker says the ability to orient fiber reinforcement in the direction where strength is needed “starts to open up possible applications that we would never have thought of printing.”
Looking ahead, Mondesir sees some big possibilities. “The aircraft industry is building 2,000 planes per year and then must maintain spare parts for 30-plus years. Being able to print on demand could solve a lot of problems here.”
Rapid moldmaking
Rapid tooling was a buzzword 10 to 15 years ago. “Multiple methods direct out of the machine, or indirect with intermediate steps, were heralded as the next great thing,” says additive manufacturing research firm Wohlers Associates’ (Fort Collins, CO, US) senior consultant Tim Caffrey. He notes that most were complicated or costly, and then CNC machines advanced significantly in both performance and affordability. “What has happened more recently,” Caffrey observes, “is a re-visit of this whole area, but with more traction.” AM mainstay Stratasys (Eden, Prairie, MN, US), for example, has been investing in polyjet materials for injection molding tooling inserts. He also points out the other end of the spectrum, where metals AM enables tooling with designed-in thermal paths to cool a mold much faster, producing more parts in less time. But, he concedes, “You still have to machine to get the parting lines perfectly flat and surfaces within tolerance.”
“We are working with a number of industry partners to 3D print tooling for composite parts made with prepreg,” says Tim Schniepp, a project manager/senior research engineer at Stratasys. Printed without fiber reinforcement, the tools nevertheless function as basic layup molds for autoclave cure (e.g., 180°C and 1.38-6.89 bar). The print material is Ultem 1010, a polyetherimide (PEI) with a Tg of 217°C, supplied by SABIC (Pittsfield, MA, US). “This offers the ability to make extremely complex shapes that could not be produced economically otherwise,” explains Schniepp. “We can provide tools within a day or two, so we are able to dramatically drop lead times, and at half the density of aluminum, tools can be lighter, and even incorporate printed-in handles.” So far, Stratasys has printed tools for aircraft fairings, complex-geometry ailerons, UAV parts and sporting goods as well as repair tools for aircraft, a market that it believes has huge potential. Schniepp adds that his team is working with Abaris Training (Reno, NV, US) and other partners to evaluate tool life and coefficient of thermal expansion (CTE) data that will be included in a comprehensive design guide for 3D printed layup tooling. After this, the team will explore tools for other related processes, including infusion and resin transfer molding (RTM).
Although Stratasys currently has no fiber reinforcement capability, it is actively looking at materials that could enable it. In addition, although maximum print volume now is 0.9m by 0.6m by 0.6m, Stratasys Direct Manufacturing (via eight US locations) can print multiple mold segments and join them via adhesive bonding or thermal welding. “We then manually prepare the surface for sealing and layup,” says Schniepp, noting that Airtech International’s (Huntington Beach, CA, US) Tooltec and Toolwright adhesive-backed materials, “can be applied to our 3D printed tools and work really well, though they tend to be best-suited for less complex geometries.” He adds that it is also possible to print in water-soluble materials for “lost-core” tooling, such as complex-shaped mandrels, which are then washed out after the part is cured. Stratasys also offers materials and machines for customers who prefer to 3D print in-house.
Fixturing for custom processing
MarkForged’s Klein also sees AM composites increasing the efficiency of conventional manufacturing processes by producing fixtures on demand. “The MarkOne is a perfect companion for CNC machines because you can keep the machine running vs. having to wait for custom tools and fixtures to be made at a metal shop and delivered,” he claims. “For example, to machine a fixture to hold a bottle would take all day. With 3D printing, it can take less than an hour.” Composites come into play, Klein explains, because “fixtures must be strong enough to resist the forces imparted during these processes. We print soft jaws that don’t even feel like a 3D-printed part because they are so rock solid.” However, because they are made of nylon, they don’t scratch the surfaces of metal parts like metal fixtures would. Similarly, fixtures that enable technicians to form custom musical instruments “need to be strong enough to help shape and assemble the brass tubes, but should not damage the surfaces,” Klein explains. “This is using composite parts in a totally new way.”
Further, 3D-printed fixtures are finding value in the hospital operating room. “We can print fixtures for surgical procedures,” says Mondesir. “Right now, the only sizes available are small, medium and large, but with our technology — thanks to the very strong materials we use, which can match metals — these tools can be printed to the patient’s size.” Mondesir adds that entrepreneurs are requesting sockets for amputees that, today, via the traditional processes and supply chain take seven weeks and cost $30,000. AM offers a cropped supply chain that cuts overall delivery time despite the fact that AM is slower than conventional processes. “Additive is slow, and our materials cost more than typical plastic,” he concedes, “but 48 hours is better than seven weeks. The benefits of composites here are already well-understood, and there is obviously a lot of margin in the current pricing.”
Smarter, stronger, better … and, yes, cheaper
Mirroring a general composites trend in this decade, MarkForged’s latest capability is to 3D print continuous-fiber-reinforced composites with integrated inserts to add functionality to orthotics. “A pressure sensor in the heel can monitor the strike force,” Klein explains. “Also, orthotics now are labeled with a bar code, but that falls off within a month. With an embedded RFID tag, when you have an issue, you take the part in, they scan the tag and automatically pull up all of the info on it.”
Klein sees an almost endless range of opportunities. For example, racecar companies use small-scale wind tunnel tests to reduce the time required in expensive full-size tunnels. They 3D print parts, dip them in ceramic coatings and then CNC mill to get precise dimensions. “We can just print these parts with load cells already inside, which provide the data used for aerodynamic modeling and analyses. We can also embed accelerometers and other types of sensors.” Klein notes it is also possible to embed hard mounting points within the composite part, which is a great benefit, and RFID tags in tools and fixtures is an efficient way to check these in and out of storage/inventory.
An obvious need, and present push, in AM composites development is continuous reinforcement in three dimensions. Arevo Labs evolved from a background in parts for the aerospace/defense, oil and gas and medical industries using high-performance polymer — e.g., PEEK, polyvinylidene fluoride (PVDF), Ultem PEI and Radel and Udel polysulfone variants from Solvay Specialty Polymers (Alpharetta, GA, US).
“From day one, we started with high-performance industries that are used to designing parts with finite element analysis (FEA) and using fiber placement to achieve specific mechanical properties,” says Bheda. “But this was missing in the additive manufacturing space. So we have had to create the software required to orient the fibers.” Bheda says that fused deposition modeling (FDM) and variants (see Table 1, at left) enable this because “you can control the direction in which you lay the reinforced extrusion.” But he claims Arevo Labs can do more. “We can ... achieve strength in the z-direction. For us, the whole object is constructed with continuous fiber, so that additive manufacturing has the same flexibility as fiber placement.”
“The parts we are designing have contours in the geometry,” explains Bheda, “so you could maximize the properties if you could print with more degrees of freedom.” He claims that Arevo Labs’ software can calculate the optimal path for machines now and in the future. “We’ve prototyped a 5-axis CNC machine retrofitted with an extruder and also a robotic arm with an extruder. We are running our tool-path generation software on both and producing 3D parts with contoured paths.”
Additive and subtractive
Relatively new to the AM scene is Impossible Objects (Northbrook, IL, US), which employs a form of thermal inkjet printing combined with a subtractive process. The system starts by layering and bit-mapping the CAD file of the part design. It then uses sheets about 0.08-mm thick and composed of long-fiber (25.4 mm) commingled reinforcement of almost any type, including carbon, glass and aramid. The sheets are passed through a printer to wet it in specific locations according to the layer being printed. This “wet” sheet is then layered with a thermoplastic powder, which sticks to the wet surfaces (a polymer bit map); powder not on a wet surface is blown off, collected and reused. After all layers of the part are thus “printed,” they are stacked in sequence, heated and compressed. This stack is then sandblasted, which removes the portions of the stack (dry material) that are not infused and consolidated, leaving behind the finished part (See a video of the Impossible Objects AM system online here.
CEO Larry Kaplan says Impossible Objects has successfully tried several thermoplastics and fiber types. Printing a sheet takes about 45 seconds, depending on sheet size and part complexity. Layers for multiple parts can be printed on one sheet. The current system build envelope is 508 by 508 mm, with part height dictated by press size. Testing, earlier this year, of a combination of 17-g/m2 carbon fiber with polyethylene demonstrated 148.2 MPa peak stress, 1.45% strain-at-break and 11.2 GPa tensile modulus. Impossible Objects is currently printing parts for customers, but plans soon to introduce units for sale. Company founder Bob Swartz says, “Long term, this technology has potential to be substantially faster than current additive manufacturing processes.”
Engineer-savvy software
Bheda claims that current software used in 3D printing simply replicates the computer aided design (CAD) shape, but does not deal with the end-use properties. “Its only goal is to get as close to the dimensions as possible,” he explains. “You actually start with a high-end file, but lose information in the transfer to STL [standard 3D printing language] and again when transposed through slicing software.” Bheda proposes replacing this with the open-standard Additive Manufacturing File (AMF) CAD file format, specifically designed for 3D printing but which allows inclusion of other parameters, such as part orientation, layer thickness, fill ratio, fill pattern, materials, colors and tool-path orientation. “The printer now has more of the engineer’s knowledge.”
Another issue is dimensional inaccuracy introduced using extruders on the end of robotic arms. “Yes, the errors do accumulate as you move down the arm, but we are working with partners to correct the path errors with a controlled feedback loop and software that continuously give the tip its position and corrects it vs. the CAD file.” Mondesir notes that using feedback to improve accuracy is expensive but not overwhelmingly difficult. “Servo and stepper motors are already well developed for this,” Bheda claims. “For some industries, dimensional accuracy is critical. For others it is not. We believe we can operate within the tolerances being demanded so far.”
Bheda also sees a potential solution to print accuracy issues in continuous logging of process data, including extruder temperature gradient, melt flow pressure and print chamber temperature. These data, analyzed by quality-control software in real time, can ensure that process parameters are within the allowable range (see “Building TRUST in bonded primary structures,” under "Editor's Picks"). Images taken of each printed layer also can be analyzed for printing errors, followed by corrective action. And data can be archived with a unique part identifier for QA tracking, similar to what is standard for aerocomposites.
Finally, AM saves steps and eliminates waste. “We are printing ultra-strong, complex parts with PEEK that are unitized to eliminate supply chain logistics,” says Bheda. “So there is a lot of cost collapse that companies are capturing for savings.” For example, a crane company wants to replace an arm made from four metal parts welded together, where each weld and the completed arm must be tested. “We can meet the specifications with a single part, printed in one shot in seven hours,” says Bheda, “and it requires only one test for the final part.”
Integrated manufacturing?
On the near horizon, additive manufacturing cells also are a key element in more ambitious production schemes. “Companies are looking at software-configurable factories, essentially creating general-purpose manufacturing cells that can do additive, subtractive and perhaps even injection molding,” Bheda explains. “These hybrid cells can be continuously repurposed.”
“AM ... is becoming part of a manufacturing ecosystem that can combine multiple materials, subtractive machines, and factory automation,” Caffrey agrees. “In the future, you may see antennas printed with conductive traces on a carbon-fiber-reinforced thermoplastic structure. The question is, how and where will composites AM fit? And will it be cost-effective enough to reach beyond niche markets to mass production?”










.jpg;maxWidth=300;quality=90;format=webp)





Related Content

Plant tour: Spirit AeroSystems, Belfast, Northern Ireland, U.K.
Purpose-built facility employs resin transfer infusion (RTI) and assembly technology to manufacture today’s composite A220 wings, and prepares for future new programs and production ramp-ups.
Read More
Materials & Processes: Composites fibers and resins
Compared to legacy materials like steel, aluminum, iron and titanium, composites are still coming of age, and only just now are being better understood by design and manufacturing engineers. However, composites’ physical properties — combined with unbeatable light weight — make them undeniably attractive.
Read More
Materials & Processes: Tooling for composites
Composite parts are formed in molds, also known as tools. Tools can be made from virtually any material. The material type, shape and complexity depend upon the part and length of production run. Here's a short summary of the issues involved in electing and making tools.
Read More
PEEK vs. PEKK vs. PAEK and continuous compression molding
Suppliers of thermoplastics and carbon fiber chime in regarding PEEK vs. PEKK, and now PAEK, as well as in-situ consolidation — the supply chain for thermoplastic tape composites continues to evolve.
Read MoreRead Next

Building TRUST in bonded primary structures
A DARPA program aims for certification via Bayesian process control system for the factory floor, bounding uncertainty and predicting reliability in real-time.
Read More
3D Printing continuous carbon fiber composites?
Additive manufacturing startup MarkForged aims to make it happen and is already marketing systems.
Read More
Building TRUST in bonded primary structures
A DARPA program aims for certification via Bayesian process control system for the factory floor, bounding uncertainty and predicting reliability in real-time.
Read More